中文 (中国)
中文 (中国) Tiếng Việt
Tiếng Việt 한국어
한국어
In the highly competitive realm of industrial manufacturing, strictly controlling the plasma treatment time plays a decisive role in guaranteeing the ultimate adhesion quality of your finished products. A processing cycle that is too short will fail to sufficiently activate the material, while excessively prolonging the exposure will inevitably cause severe microscopic surface damage. This comprehensive technical article will help manufacturing enterprises clearly understand how to achieve perfect plasma process optimization, ensuring both high-speed productivity and 100% flawless adhesion on all materials, from complex polymers to rigid metals.
1. What exactly is plasma treatment time?
1.1. The core concept of surface exposure
The plasma treatment time is technically defined as the exact duration that a material’s surface is in direct, physical contact with the highly energetic plasma state (ionized gas). During this critical window, a dense barrage of high-energy ions, free electrons, and reactive free radicals continuously bombards the substrate’s outermost molecular layer. This intense microscopic bombardment serves a dual purpose: it completely vaporizes stubborn organic impurities and simultaneously grafts entirely new, highly polar chemical functional groups onto the surface.
In real-world factory applications, this timeframe is not merely calculated in flat seconds. It is a dynamic variable that depends heavily on the machine’s RF power output and the physical working distance. Deeply understanding the fundamental physics of this exposure window is the vital first step for any enterprise looking to implement true plasma process optimization, ultimately minimizing energy waste and reducing consumable costs.
2. How long should the plasma treatment time actually be?
It is crucial to understand that every specific plasma technology requires a vastly different contact duration to successfully elevate the material’s surface energy to the desired threshold (typically requiring >72 dyne/cm for optimal industrial gluing and printing).
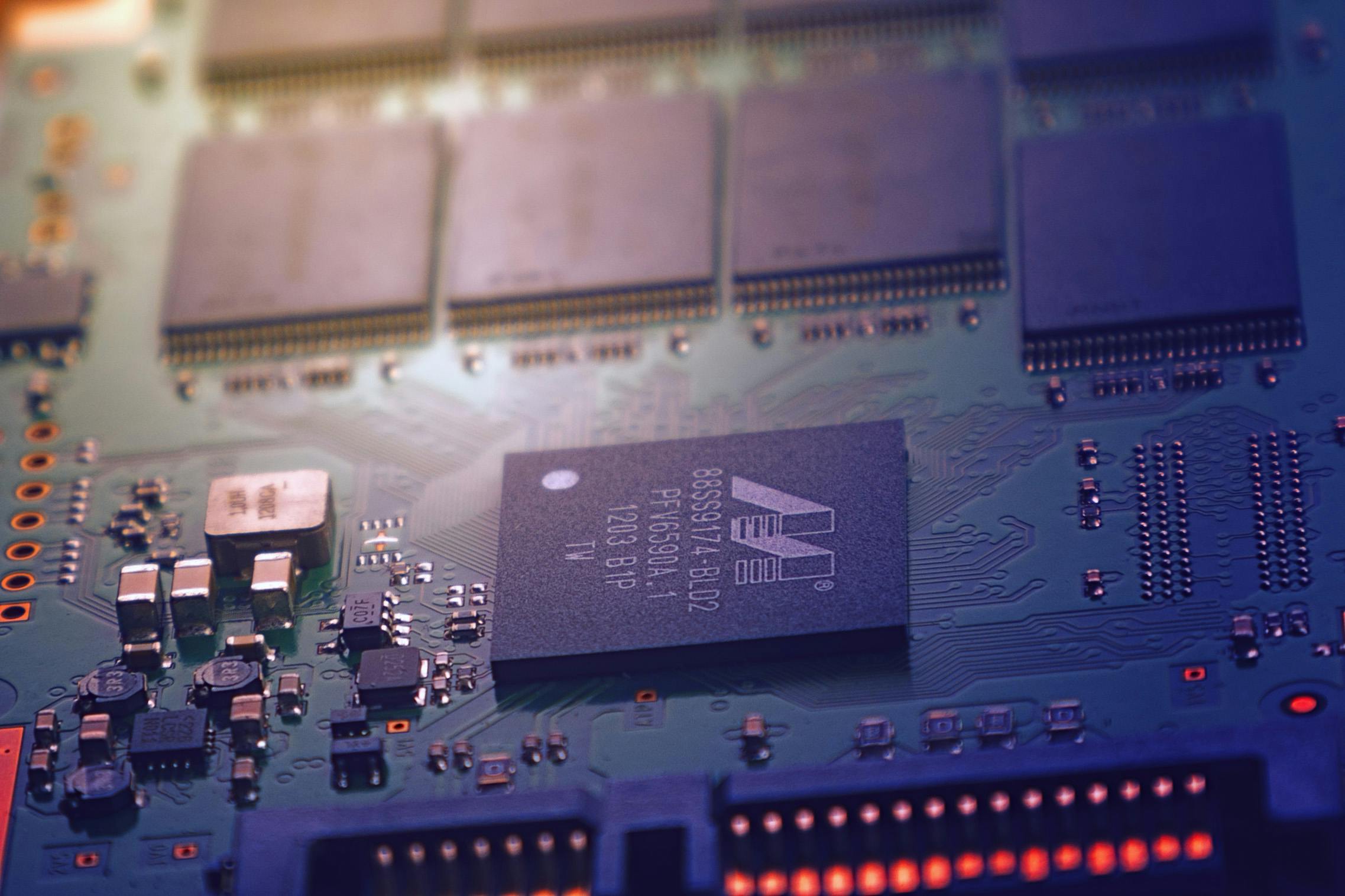
2.1. Atmospheric plasma systems
Atmospheric plasma technology operates in an open-air environment and is renowned for its incredibly high plasma spray speed. For these inline conveyor systems, the actual plasma treatment time at any single microscopic point is often measured in mere milliseconds. If the robotic nozzle is programmed to travel at a swift speed of 10 to 20 meters per minute, the physical contact time is exceedingly brief.
However, because the energy density of the atmospheric plasma beam is so highly concentrated, this split-second exposure is entirely sufficient to achieve full chemical activation. Depending on the specific polymer blend and the strictness of the adhesion requirements, the total effective treatment duration across a localized area generally ranges from 1 to 6 seconds to achieve peak efficiency.
2.2. Vacuum plasma systems
Conversely, the plasma treatment time inside a sealed vacuum chamber is significantly longer, typically ranging from 2 to 10 full minutes per batch. This extended timeframe is dictated by physics: within a low-pressure vacuum environment, the density of the reactive plasma particles is much lower (more dispersed). Therefore, the highly energetic ions naturally require a longer duration to systematically permeate, weave into, and react with the entire 3D surface area of complex, intricate components loaded inside the chamber.
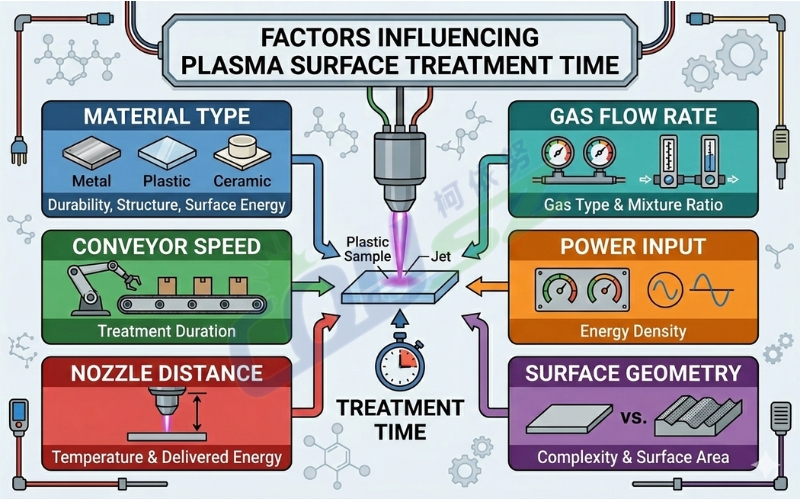
3. What variables directly influence the required exposure?
3.1. Balancing the core operational parameters
To successfully execute plasma process optimization on the factory floor, process engineers must carefully balance and calibrate four primary variables that directly dictate the required timeframe:
- Plasma spray speed: If the robotic arm carrying the plasma nozzle moves too rapidly, the polymer surface will simply not have enough time to form the necessary polar functional groups (leading to weak adhesion). Conversely, if the plasma spray speed is too sluggish, hazardous thermal energy will accumulate, potentially warping the plastic.
- Power output (RF Generator): Higher electrical power generates a much denser, more aggressive ion cloud, which subsequently allows engineers to safely shorten the overall plasma treatment time while maintaining quality.
- Treatment distance: For standard atmospheric plasma cleaners, the optimal focal distance between the nozzle tip and the substrate is strictly between 5mm to 12mm. If you must increase this gap due to product geometry, you are mathematically forced to extend the exposure time to compensate for the rapid drop in plasma energy.
- Process gas selection: The chemistry matters. Argon gas is heavier and physically cleans microscopic debris faster through kinetic bombardment. Meanwhile, pure Oxygen requires a slightly longer dwell time to fully facilitate deep chemical oxidation on the material’s surface.
4. How long does the plasma effect duration last?
One of the most frequently asked questions by manufacturing managers is: “How long is the plasma activation lifetime after the machine is turned off?” In materials science, immediately after treatment, the surface begins a natural degradation process known as the “Aging Effect,” where the newly formed chemical groups gradually neutralize or fold back into the bulk polymer matrix.
4.1. The aging effect on industrial plastics
For common low-surface-energy plastics (such as PP, PE, and HDPE), the plasma effect duration typically reaches its absolute peak during the first 15 to 30 minutes post-treatment. While the enhanced wettability can technically persist for several hours to a few days, peer-reviewed engineering reports from the Journal of Adhesion Science and Technology strongly recommend that all subsequent gluing, coating, or printing processes be completed within a strict 24-hour window.
4.2. Activation lifespan on metals and glass
Metals and industrial glass behave differently. Surfaces that have just been hyper-cleaned by a plasma surface treatment machine are incredibly reactive and highly susceptible to immediate re-contamination from ambient factory dust, airborne oils, and humidity. Consequently, the plasma activation lifetime on metals is generally much shorter than on plastics, driven by the metal’s rapid natural tendency to re-oxidize when exposed to standard atmospheric air.
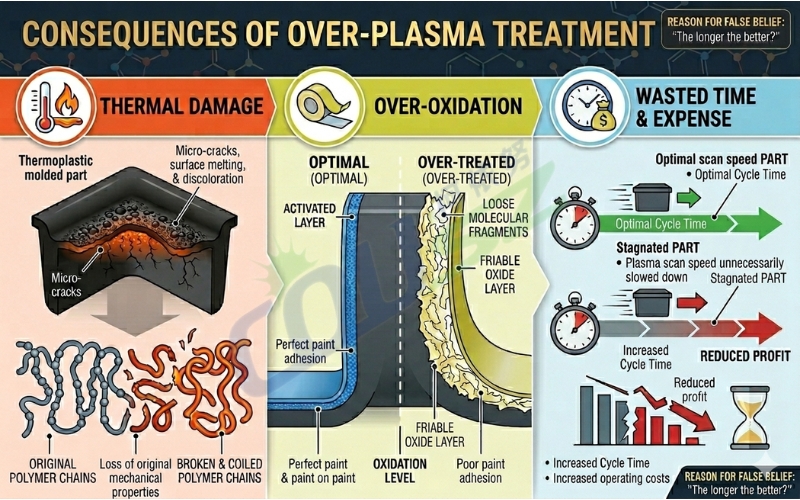
5. What happens if the exposure exceeds recommendations?
5.1. The severe consequences of plasma overtreatment
Within the surface engineering industry, exceeding the optimal exposure window is diagnosed as plasma overtreatment. A common, yet dangerous, misconception among novice operators is that “longer treatment equals better adhesion.” In reality, pushing the plasma treatment time beyond the scientific saturation point triggers severe structural consequences:
- Thermal damage (Melting): This is particularly catastrophic for delicate thermoplastics. Plasma overtreatment rapidly accumulates excess heat, literally melting the microscopic topography of the surface, irreversibly altering the polymer chain structure, and destroying its original mechanical properties.
- Weak boundary layer (Over-oxidation): Bombarding the surface for too long creates a brittle, highly oxidized crust—often referred to as a Weak Boundary Layer (WBL) consisting of low molecular weight fragments. This chalky layer does not anchor firmly to the base material. When glue or paint is applied, it will easily peel and flake off, taking this brittle crust with it.
- Massive economic waste: Artificially slowing down the plasma spray speed yields zero technical benefits. It uselessly inflates your manufacturing cycle time, creates production bottlenecks, and directly sabotages the factory’s daily profit margins.
6. How to achieve plasma process optimization in production?
6.1. Strategic steps for flawless automation
To achieve the perfect balance between high-speed throughput and flawless adhesion, manufacturing enterprises must rigorously implement the following engineering steps to secure true plasma process optimization:
- Systematic dyne testing: Engineers must conduct iterative trials, measuring the surface energy using calibrated Dyne Test Pens at various exposure intervals (e.g., 1s, 2s, 3s). The primary goal is to isolate the absolute shortest plasma treatment time that reliably achieves the critical 72 dyne/cm threshold.
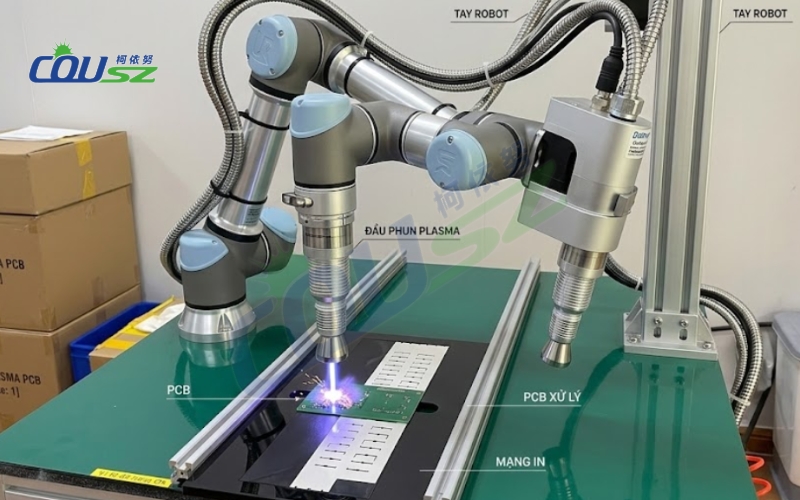
- Robotic synchronization: Fully integrate the plasma nozzle with a 6-axis robotic arm. This guarantees that the programmed plasma spray speed remains 100% consistent across every single manufactured product, completely eliminating the dangerous inconsistencies of manual human operation.
- Infrared thermal monitoring: Install precision IR sensors directed at the treatment zone. This ensures that even if you intentionally increase the plasma treatment time for a highly stubborn material, the substrate’s core temperature never breaches the critical deformation safety limit.
- Immediate sequential processing: Physically design your conveyor layout so that the UV printing or adhesive dispensing station is located immediately downstream from the plasma cleaner, taking absolute maximum advantage of the peak plasma activation lifetime.
7. Conclusion: Mastering time for ultimate quality
Mastering and strictly controlling the plasma treatment time is not just an arbitrary technical parameter; it is a refined art in industrial quality assurance. By deeply understanding the complex, interdependent relationship between RF power, nozzle speed, and the chemical nature of the substrate, enterprise leaders can execute plasma process optimization in the most scientific, data-driven manner possible.
Furthermore, when comparing factory efficiency, it is crucial to note operational readiness. Unlike traditional mercury UV lamps which require a strict 5-10 minutes startup time to reach their optimal curing intensity, a plasma surface treatment machine is instantaneously ready to fire upon ignition. This zero-wait readiness not only helps aggressively prevent the risks of plasma overtreatment but ensures your final products consistently meet the highest international automotive and aerospace standards while maintaining the lowest possible operational overhead.
8. FAQs – Frequently asked questions about exposure limits
8.1. Can I re-treat a surface with plasma if the first attempt fails?
Yes, but extreme caution is required. If the initial treatment failed simply because the plasma treatment time was too brief, you can safely pass it under the beam again. However, if the first attempt resulted in severe plasma overtreatment—causing microscopic chain scission and thermal damage—a second treatment will not salvage the part, and the adhesion will remain critically poor.
8.2. How long exactly is the plasma effect duration post-treatment?
The plasma activation lifetime is highly dependent on ambient storage conditions. In a strictly climate-controlled, dust-free cleanroom, the high surface energy can be preserved for 12 to 48 hours. However, as an industry best practice, it is strongly advised to apply adhesives or inks immediately to completely avoid the risk of airborne dust re-contaminating the active surface.
8.3. What is the average duration for a standard treatment cycle?
For high-speed atmospheric machines, the contact time per localized area is typically under 1 second. For vacuum plasma systems, the average batch cycle time ranges from 120 seconds to 600 seconds, dictated primarily by the geometric complexity and load density of the components inside the chamber.
8.4. Does increasing the exposure time infinitely increase adhesion strength?
Absolutely not. The surface adhesion strength will rapidly increase as the plasma treatment time lengthens until it hits a specific chemical saturation point. Once past that peak, continued exposure actively induces thermal destruction and breaks down the polymer’s backbone, which drastically weakens the adhesive bond.
8.5. Why does vacuum technology take so much longer than atmospheric jets?
Vacuum plasma operates in a highly evacuated, low-pressure state where the ionized particles are widely dispersed throughout the entire chamber volume. It inherently requires a longer timeframe for these dispersed particles to physically travel, collide, and chemically react uniformly across the complex 3D topography of the products, whereas an atmospheric nozzle concentrates all its massive energy into one tiny, intense focal point.
9. Contact COUSZ for technical consultation
If your engineering team is currently struggling to identify the absolute optimal exposure window for your specific materials, let our dedicated specialists assist you in achieving perfect process control:
- 👤 Ms. Yuna – Plasma Solutions & Technical Expert
- 📞 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
- 📧 Email: sales03@cousz.com
- 🌐 Website: www.cousz-vn.com