中文 (中国)
中文 (中国) Tiếng Việt
Tiếng Việt 한국어
한국어
In the highly competitive realm of modern industrial manufacturing, meticulously controlling technical parameters is the absolute key to achieving optimal plasma surface cleaning effectiveness. However, not every enterprise fully understands the complex variables that directly impact surface energy, nor do they know how to accurately quantify the results after processing. This in-depth technical article will provide profound expert analysis, helping you scientifically monitor and evaluate your equipment’s performance. By mastering these principles, you will guarantee absolute adhesion quality for every product rolling off your assembly line.
1. What exactly is plasma surface cleaning effectiveness?
Fundamentally, plasma surface cleaning effectiveness is defined as the precise degree to which the physical and chemical properties of the outermost material layer (typically measuring only a few nanometers deep) are successfully transformed under the intense impact of ionized gas. The ultimate core objective of utilizing a plasma surface treatment machine is to drastically increase the Surface Free Energy (SFE) of the substrate. This crucial thermodynamic shift forces the material to transition from a highly hydrophobic (water-repelling) state into a perfectly hydrophilic (water-attracting) state.
From a strict scientific perspective, the efficiency of plasma surface cleaning is demonstrated by its ability to violently break inert, stable carbon bonds on the material’s surface. Once these weak bonds are shattered, the plasma stream immediately replaces them with highly reactive, polar chemical functional groups, specifically Hydroxyl (-OH) or Carboxyl (-COOH) radicals.
A highly optimized, successful plasma process will completely eradicate microscopic organic impurities, residual machining oils, and dust. Concurrently, it creates billions of robust chemical “anchor points” that allow adhesives, industrial coatings, or UV printing inks to lock on permanently. According to extensive peer-reviewed studies published in the globally recognized Journal of Adhesion Science and Technology, achieving peak plasma activation can increase interfacial bond strength by an astonishing 300% when compared directly to an untreated, virgin surface.
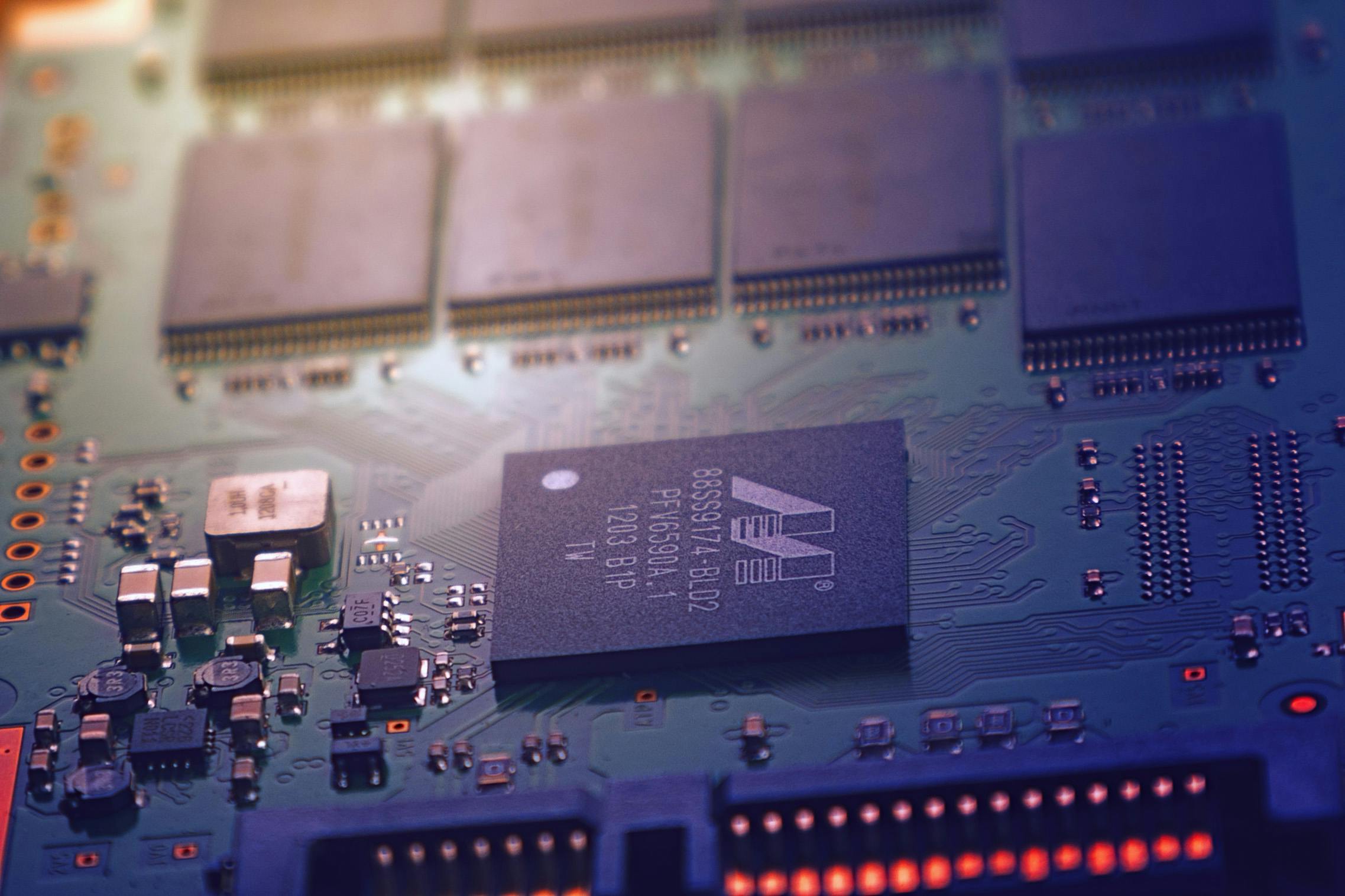
2. Which factors directly impact plasma cleaning performance?
To consistently maintain stable and high-quality plasma cleaning performance across high-volume production batches, operating engineers must strictly control four highly variable technical parameters:
2.1. The specific type of material being processed
Every industrial material possesses a entirely unique molecular structure, chemical density, and thermal sensitivity profile. For example, standard Polypropylene (PP) plastic naturally possesses an incredibly low surface energy (approximately 29 dyne/cm). Therefore, it requires a significantly higher ionization intensity to achieve optimal activation compared to a metal substrate like Aluminum, which may only need light atomic cleaning to remove surface oxides.
Furthermore, plastics that are heavily doped with chemical fire retardants, UV stabilizers, or coated in silicone-based mold release agents will drastically suppress the plasma surface cleaning effectiveness. These challenging additives require highly customized power and time settings to penetrate the chemical barrier and reach the core polymer chains.
2.2. The exact duration of treatment (dwell time)
The total exposure time between the active plasma plume and the substrate (commonly referred to as dwell time) is directly proportional to the level of surface activation—but only up to a specific, critical “saturation point.”
- Under-treatment: If the scanning speed is too fast and the exposure time is too short, the surface energy will not increase sufficiently to improve chemical adhesion.
- Over-treatment: Conversely, exposing the material to the plasma beam for too long is highly detrimental. Excessive bombardment causes severe scission (breaking) of the polymer backbone. This creates a brittle, degraded layer of microscopic debris known as a Weak Boundary Layer (WBL). Ultimately, this WBL actively destroys adhesion, completely ruining the efficiency of plasma surface cleaning.
2.3. The specific plasma technology utilized
The architectural design of the plasma surface treatment machine dictates its capabilities:
- Atmospheric plasma jets: Highly convenient for continuous, high-speed inline conveyor systems. However, their effectiveness is strictly limited by the physical standoff distance of the nozzle and the narrow width of the plasma plume.
- Vacuum plasma chambers: These systems operate in a sealed, low-pressure environment. Because the ionized gas expands and diffuses completely inside the vacuum, it provides absolute, 100% uniform treatment across highly complex, intricate 3D geometries and deep blind holes. This technology is the mandatory standard for industries demanding flawless purity, such as medical implant manufacturing and semiconductor packaging.
2.4. Power output and gas pressure settings
The electrical power output (measured in Watts) generated by the high-frequency RF source directly determines the density of the reactive ions within the plasma stream. Meanwhile, the operational gas pressure (whether utilizing compressed Air, N2, O2, or Argon) dictates the kinetic collision energy of those particles.
Incorrectly calibrating these specific parameters is the primary reason why factories fail when evaluating plasma cleaning results. Poor calibration leads to missed adhesion targets, massive energy waste, and scrapped consumer products.
3. How do you monitor and evaluate plasma cleaning results?
A rigorous, accurate Quality Assurance and Quality Control (QA/QC) protocol requires a strategic combination of immediate quantitative measurements and long-term mechanical durability testing.
3.1. Direct surface evaluation methods on the factory floor
These are the fastest, most reliable methods for instantly verifying the plasma surface cleaning effectiveness directly on the active assembly line or within the R&D laboratory:
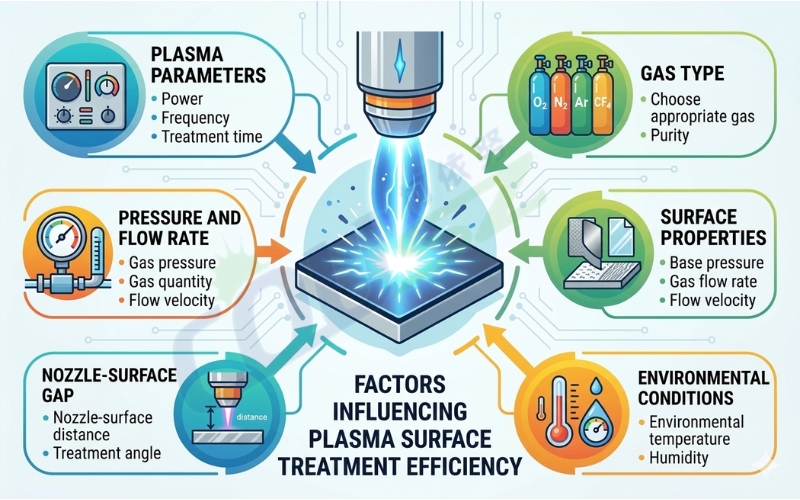
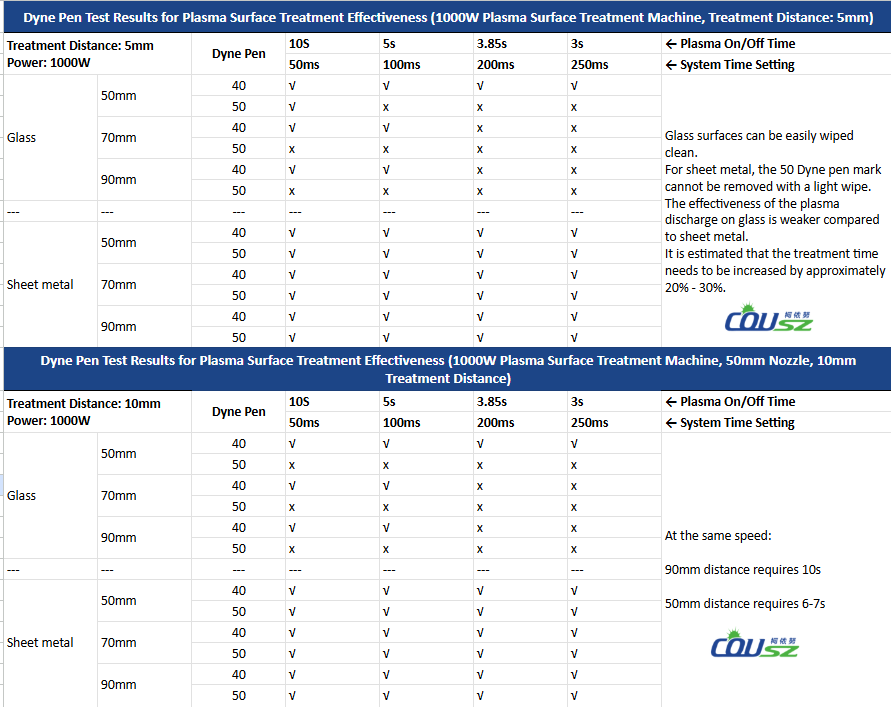
- Dyne test pens (Dyne inks): This is the industry standard for rapid floor testing. The engineer swipes a specialized ink marker (calibrated to a specific surface energy level) across the treated plastic. If the ink spreads out perfectly flat as a continuous film, the material’s surface energy is higher than the pen’s rating. If it shrinks and beads up, the treatment has failed.
- Contact angle measurement (Optical Goniometer): This is the most precise, highly scientific laboratory method available. A microscopic droplet of purified water is dispensed onto the substrate. The smaller the contact angle (ideally dropping below 20 degrees), the higher the wettability, providing undeniable mathematical proof of optimal plasma cleaning performance.

3.2. Indirect mechanical testing methods
To definitively confirm that the plasma treatment actually meets the rigorous mechanical engineering requirements of the final product, physical stress tests must be executed:
- Adhesion cross-cut test: Following the strict international ASTM D3359 standard, a lattice pattern is cut into the applied paint or coating. Specialized pressure-sensitive tape is applied and violently removed to verify if any squares of the coating detach from the base material.
- Peel strength testing (Peel test): A highly calibrated tensiometer machine physically rips the glued substrates apart. It precisely quantifies the interfacial bonding force in units of N/mm or N/25mm. This yields the most objective, undeniable data when evaluating plasma cleaning results.
- Monitoring the aging effect: The chemical activation generated by plasma naturally degrades over time. It is crucial to re-test the surface energy after 24 hours, 48 hours, and 1 week. This defines the “golden window” of time available before the parts must be glued or painted.
4. What are the experimental measurement results at COUSZ?
At the COUSZ advanced application laboratory, we continuously execute rigorous testing to guarantee the performance of our equipment. Below is empirical data demonstrating the efficiency of plasma surface cleaning across various nozzles and substrates.
| Surface Treatment Effectiveness Results by Contact Angle Measurement with P800R (70mm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Nozzle Type | Intensity | Power (W) | Air Pressure | Glass | Metal | Plastic/Nylon | |||
| Before Treatment | After Treatment | Before Treatment | After Treatment | Before Treatment | After Treatment | ||||
| Indoor | 80% | 880W | 0.26 | 43.301 | Measured angle is 0 | 91.089 | 21.88 | 71.398 | 42.859 |
| Outdoor | 0.26 | 41.679 | 12.76 | 94.841 | 14.976 | 56.819 | 41.151 | ||
| Indoor | 10% | 650W | 0.24 | 50.369 | Measured angle is 0 | 91.086 | 22.036 | 63.321 | 45.623 |
| Outdoor | 0.23 | 39.461 | 8.273 | 97.182 | 20.534 | 64.894 | 42.083 | ||
Comprehensive technical specification chart for plasma cleaner nozzle heads
Measurement Results of Plasma Surface Cleaning Effectiveness Across Different Materials Empirical data on plasma cleaning performance – COUSZ Laboratory 50 mm Nozzle

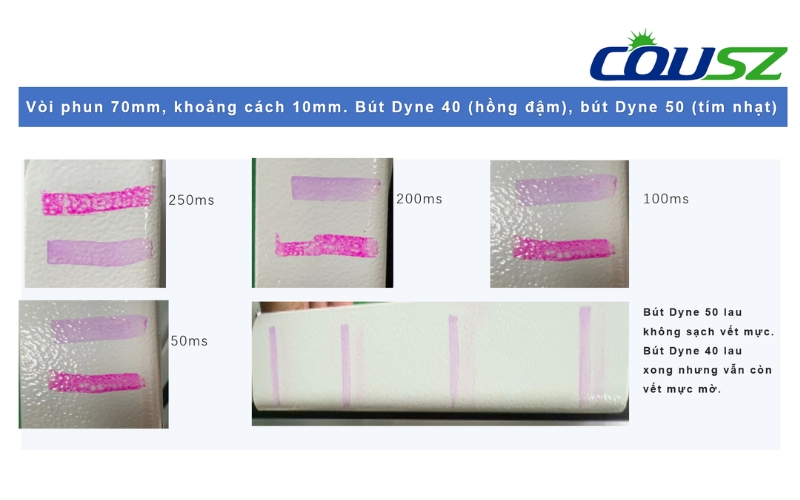
Evaluating plasma cleaning results with Dyne Pens 70 mm Nozzle
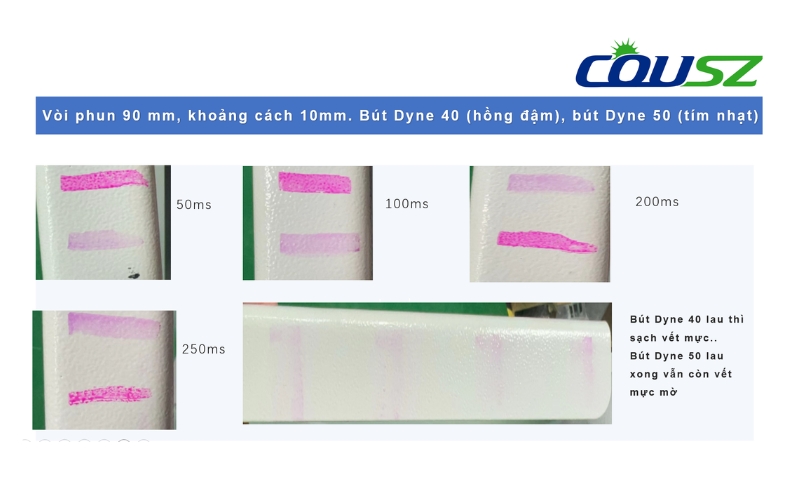
Evaluating plasma cleaning results with Dyne Pens 90 mm Nozzle – Evaluating plasma cleaning results with Dyne Pens
5. What are the common mistakes in evaluating the efficiency of plasma surface cleaning?
Numerous manufacturing enterprises tragically fail to maintain consistent product quality due to fundamental misunderstandings regarding plasma surface cleaning effectiveness:
| Common Evaluation Mistake | Consequence on the Production Line |
|---|---|
| Relying solely on visual inspection | Plasma activation is entirely invisible at the nanometer scale. Assuming the machine is working without checking with Dyne ink leads to massive batches of defective, unglued products. |
| Misunderstanding “Over-treatment” | Believing that “more power is always better.” Cranking the machine to maximum power often scorches the polymer surface and destroys sensitive micro-electronics. |
| Ignoring ambient environmental factors | High factory humidity and extreme temperatures drastically accelerate the “aging effect,” causing the polar chemical groups to disappear faster than evaluated. |
| Using expired or contaminated Dyne pens | Dyne inks are highly sensitive chemicals. If the pen tip is left open or contaminated with factory dust, it will yield false positives, completely destroying the integrity of your QC data. |
6. How can your factory maintain stable plasma cleaning performance?
To achieve flawless, uninterrupted plasma cleaning performance shift after shift, an enterprise must establish and enforce a highly professional system management protocol:
- Mandate clean and bone-dry input gas: The compressed air feeding the plasma surface treatment machine must pass through heavy-duty industrial coalescing filters and refrigerated dryers. Any trace amounts of compressor oil or moisture vapor will instantly reverse the cleaning process and heavily contaminate the substrate.
- Execute routine electrode maintenance: The internal tungsten electrodes naturally erode under high-voltage arcing. Worn electrodes drastically reduce ion density and pull down the overall efficiency of plasma surface cleaning. Follow the OEM replacement schedule strictly.
- Establish standardized digital recipes: Create precise, locked parameter profiles (Recipes) governing power, speed, and distance for every specific material type. Store these permanently within the machine’s PLC to eliminate human operator error entirely.
- Continuous operator training: Ensure that your QC technicians are thoroughly trained on exactly how to use goniometers and Dyne pens to accurately execute the task of evaluating plasma cleaning results.
Strategically investing in premium, high-durability plasma machinery from reputable industry leaders like COUSZ guarantees that you can control and automate your plasma surface cleaning effectiveness with absolute stability.
7. Contact COUSZ technical experts
If your enterprise is actively struggling to optimize your plasma surface cleaning effectiveness or requires expert consultation to select the perfect equipment for a new product line, connect with us immediately:
- 👤 Ms. Yuna – Senior Plasma Technical Consultant
- 📱 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
- 📧 Email: sales03@cousz.com
- 🌐 Website: www.cousz-vn.com
8. FAQs about measuring plasma surface energy
8.1. Are dyne test pens truly accurate for evaluating results?
Dyne pens are an absolutely fantastic, rapid field-testing tool for quickly evaluating plasma cleaning results directly on the factory floor. However, their ultimate accuracy heavily depends on the operator’s technique and the pre-existing cleanliness of the surface. For highly stringent R&D testing or critical medical device manufacturing, it is strongly recommended to utilize an optical contact angle goniometer to acquire precise, quantifiable mathematical data regarding your plasma surface cleaning effectiveness.
8.2. Why does the same power level yield different results on PP plastic versus aluminum?
Polypropylene (PP) is a highly hydrophobic, organic polymer. Plasma fundamentally alters it by breaking carbon chains and grafting new chemical functional groups. Aluminum is a dense inorganic metal; here, the plasma primarily focuses on atomic ablation—vaporizing the microscopic oxide layer and machining oils. The massive difference in thermal and electrical conductivity between the two materials dictates that they absorb RF energy completely differently. Therefore, they demand entirely distinct, customized PLC processing recipes to achieve optimal plasma cleaning performance.
8.3. Why does peeling still occur after plasma processing?
If a product fails a peel test after treatment, there are three primary culprits. First, it may be due to “Over-treatment,” where excessive plasma power created a brittle, microscopic dust layer (WBL) that breaks under stress. Second, the specific chemical adhesive utilized might be fundamentally incompatible with the new polar functional groups generated by the plasma. Finally, the “aging effect” may have occurred—if the part sat in a humid warehouse for too long before gluing, the efficiency of plasma surface cleaning naturally evaporated. We strongly advise immediately re-evaluating your process parameters to isolate the root cause.