中文 (中国)
中文 (中国) Tiếng Việt
Tiếng Việt 한국어
한국어
In modern industrial manufacturing, plasma surface treatment efficiency has become the ultimate benchmark for product adhesion quality and long-term durability. By achieving profound atomic cleaning and active functional group activation, a plasma cleaner completely transforms material characteristics. The following in-depth article will deeply analyze why plasma cleaning efficiency is considered a revolutionary leap forward compared to outdated, traditional chemical methods.
1. Understanding the true concept of plasma surface treatment efficiency
1.1. Atomic cleaning and functional group activation
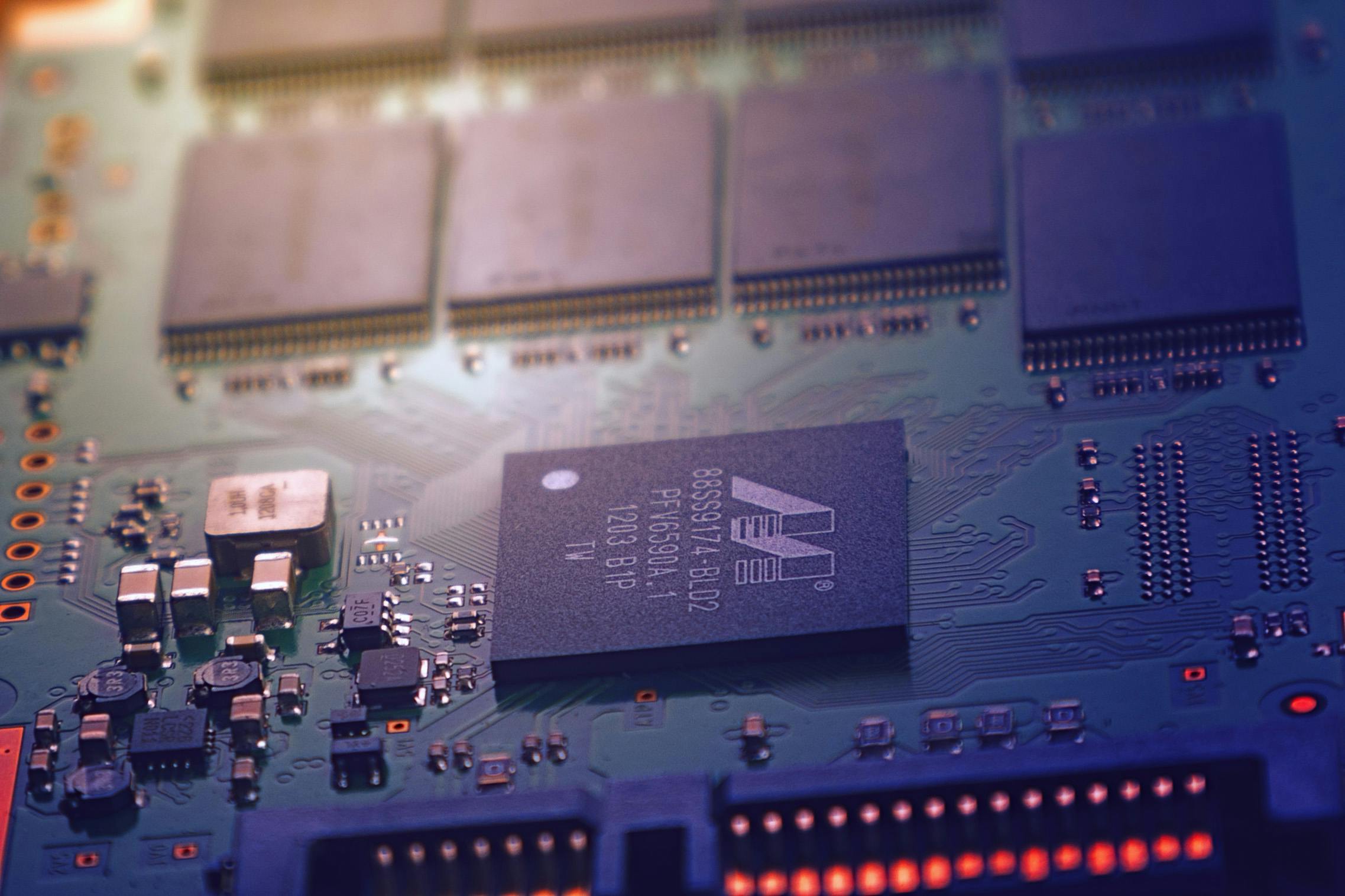
To accurately evaluate whether a manufacturing process meets strict international standards, engineers must deeply understand the core nature of plasma surface treatment efficiency. Plasma, universally recognized as the fourth state of matter, contains a dense cloud of highly energetic, electrically charged particles. When these energetic particles come into direct contact with a substrate, they simultaneously execute two critical manufacturing tasks:
- Atomic cleaning: Unlike wiping surfaces with industrial alcohol or toxic solvents—which only removes macroscopic, mechanical dirt—a plasma cleaner operates at the molecular level. It aggressively breaks the strong carbon bonds of stubborn greases, microscopic fingerprints, and ultra-fine organic impurities. These dismantled contaminants are then rapidly oxidized and vaporized into harmless gases, leaving behind an absolutely pristine, microscopically clean surface.
- Functional group activation: This is the precise process of “waking up” a notoriously hydrophobic (water-repelling) material surface. The plasma stream generates highly reactive free radicals and forcibly grafts polar chemical functional groups (such as hydroxyl -OH and carboxyl -COOH) directly onto the outermost molecular layer of the substrate. This massive chemical shift drastically amplifies the material’s ability to form unbreakable chemical bonds with industrial glues, UV printing inks, or ultra-thin nano-coatings.
According to comprehensive empirical data published in the renowned Applied Surface Science journal, optimal plasma surface treatment efficiency can skyrocket the surface energy of a standard plastic material from a low baseline of 28 dyne/cm to well over 72 dyne/cm. This specific metric is the ideal threshold required to achieve perfect wetting, where the water droplet contact angle safely drops below 20 degrees.
2. Key factors influencing plasma surface treatment effectiveness
2.1. Critical parameters for optimal operation
It is a common misconception that all plasma applications yield identical results. In reality, absolute plasma surface treatment effectiveness depends strictly on the rigorous calibration and real-time control of several vital technical parameters. To maximize your factory’s output, engineers must constantly monitor the following variables:
- Power output and RF frequency: The higher the electrical energy supplied by the generator, the greater the density of the resulting ion cloud. A denser plasma stream significantly accelerates the atomic cleaning phase, allowing for faster conveyor speeds without sacrificing quality.
- Physical treatment distance: For atmospheric plasma systems, the gap between the nozzle tip and the substrate (typically maintained between 5mm to 12mm) directly dictates the kinetic impact force of the ions. If the distance is too large, the plasma surface treatment performance drops exponentially.
- Process gas selection: Utilizing different carrier gases—such as compressed air, high-purity Nitrogen, or Argon—will graft entirely different functional groups onto the material during the activation phase. Oxygen gas, for instance, generally delivers the strongest and fastest surface oxidation effect on dense polymers.
- Exposure contact time: The treatment duration must be perfectly calculated to reach the precise point of energy saturation. If the exposure is too short, activation fails; if it is too long, the material suffers from severe thermal over-treatment and microscopic surface destruction.
Groundbreaking research conducted by Professor Wolf-Dieter Haubold clearly indicates that meticulously optimizing these four factors guarantees highly stable plasma treatment effectiveness. Furthermore, it aggressively extends the lifespan of the resulting adhesive bond by up to 300% when compared directly to traditional thermal flame treatment or toxic chemical primers.
3. Plasma treatment performance across different materials
Because every distinct material category possesses a unique underlying molecular structure, the resulting plasma surface treatment performance manifests at vastly different levels and provides unique structural benefits.
3.1. Effectiveness on polymers and industrial plastics
Common industrial plastics such as Polypropylene (PP), Polyethylene (PE), and PTFE (Teflon) are globally notorious for their extremely smooth, chemically inert, and highly hydrophobic characteristics. A plasma surface treatment machine executes aggressive functional group activation on these highly stable polymer chains, instantly transforming them from a non-polar state into a highly polar state. The ultimate result is a massive surge in surface energy, allowing industrial UV printing inks and polyurethane adhesives to grip the plastic permanently without ever requiring a chemical primer.
3.2. Performance on sensitive metals
When processing metals (such as aluminum, copper, or gold), the primary focus of plasma cleaning efficiency shifts heavily toward executing flawless atomic cleaning. The plasma stream meticulously strips away naturally occurring micro-oxide layers, residual anti-rust oils, and polishing compounds. This level of extreme purity is absolutely critical in advanced semiconductor packaging and microchip wire bonding, where even the smallest microscopic impurity can trigger catastrophic circuit failure.
3.3. Efficiency on glass and ceramics
Following exposure to a plasma beam, architectural glass and industrial ceramics achieve a state of super-hydrophilicity. At this stage, the water contact angle on the glass surface drops to nearly 0 degrees. This flawless wetting capability allows specialized anti-reflective (AR) coatings, anti-fog nano-films, and hydrophobic sealants to bond with incredible durability, often lasting for decades under harsh environmental conditions.
Measurement results of plasma surface treatment efficiency across different materials:
| Results of surface treatment efficiency by contact angle measurement with P800R (70mm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Nozzle Type | Intensity | Power (W) | Air Pressure | Glass | Metal | Plastic/Nylon | |||
| Contact angle before treatment | Contact angle after treatment | Contact angle before treatment | Contact angle after treatment | Contact angle before treatment | Contact angle after treatment | ||||
| Indoor | 80% | 880W | 0.26 | 43.301 | Result shows contact angle is 0 | 91.089 | 21.88 | 71.398 | 42.859 |
| Outdoor | 0.26 | 41.679 | 12.76 | 94.841 | 14.976 | 56.819 | 41.151 | ||
| Indoor | 10% | 650W | 0.24 | 50.369 | Result shows contact angle is 0 | 91.086 | 22.036 | 63.321 | 45.623 |
| Outdoor | 0.23 | 39.461 | 8.273 | 97.182 | 20.534 | 64.894 | 42.083 | ||
4. How to accurately measure plasma treatment effectiveness
4.1. Three standard industrial measurement methods
To implement strict quality management protocols on the factory floor, quantitatively measuring plasma surface treatment efficiency is an absolute, non-negotiable requirement. Engineers globally rely on three highly proven methods to guarantee consistency:
- Contact angle measurement (Goniometer): This involves using a highly precise optical instrument to drop a microscopic bead of purified water onto the treated surface. The flatter the water droplet spreads (resulting in a smaller contact angle), the higher and more successful the plasma treatment effectiveness.

- Dyne test pens (Dyne inks): This is the most rapid, cost-effective testing method deployed directly on the active assembly line. The specialized pen contains a liquid ink engineered to a highly specific surface energy value. If the applied ink line beads up and shrinks, the material’s energy is lower than the pen’s rating. If the ink spreads evenly as a solid film, the surface energy has successfully reached the required standard.

- Surface chemical analysis (XPS/ESCA): This is a highly advanced, deep-dive methodology used strictly in high-tech R&D laboratories. X-ray Photoelectron Spectroscopy (XPS) physically analyzes and confirms the exact chemical formation of new polar functional groups grafted onto the surface after plasma exposure.
Maintaining peak plasma surface treatment performance actively empowers manufacturing enterprises to slash their product defect rates to well below 0.1%, simultaneously and permanently eliminating costly customer complaints regarding peeling paint or failing adhesive joints.
5. Conclusion: The revolutionary impact on manufacturing
Aggressively optimizing plasma surface treatment efficiency is far more than just a method to enhance product quality; it is a vital, strategic solution for robust environmental protection. By completely eliminating the massive volumes of toxic liquid chemicals and high-VOC primers traditionally used in factories, businesses achieve true green manufacturing.
By masterfully combining the sheer physical power of atomic cleaning with the precision of contact angle control, enterprise leaders can completely dominate and control the adhesion process on virtually any material type. A strategic capital investment in maximizing your factory’s plasma treatment effectiveness is a direct, highly profitable investment in the long-term sustainability and prestigious reputation of your global brand.
| Comparison Criteria | Plasma Surface Treatment | Traditional Chemical Primer |
|---|---|---|
| Cleaning Level | Molecular (Atomic cleaning) | Macroscopic (Leaves chemical residue) |
| Environmental Impact | 100% Eco-friendly, Zero VOCs | Highly toxic, generates hazardous waste |
| Process Speed | Instantaneous activation, high-speed inline | Slow, requires long drying and curing times |
| Bonding Reliability | Extremely high, permanent covalent bonds | Moderate, susceptible to humidity and aging |
6. Contact COUSZ for technical consultation
If you are actively seeking advanced engineering solutions to dramatically enhance the plasma surface treatment performance of your production line, please contact our dedicated expert team immediately:
- 👤 Ms. Yuna – Senior Technical Specialist & Plasma Solutions Expert
- 📞 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
- 📧 Email: sales03@cousz.com
- 🌐 Website: www.cousz-vn.com
7. FAQs – Frequently asked questions about performance
7.1. How exactly does plasma clean and increase material adhesion?
A plasma cleaner utilizes highly energetic, electrically charged particles to aggressively shatter the chemical structure of contaminants (achieving atomic cleaning). Concurrently, it creates highly active chemical reaction sites directly on the material’s surface. This intensive process massively increases the surface energy, creating the perfect conditions for adhesive molecules to form highly durable, permanent mechanical and chemical bonds.
7.2. What are the standard methods to measure plasma cleaning efficiency?
There are three primary methods utilized in the industry:
1) Measuring the water contact angle using specialized optical goniometers;
2) Using Dyne test pens to execute rapid, on-the-spot surface energy checks directly on the factory floor; and
3) Performing highly advanced surface chemical analysis utilizing XPS technology within a controlled laboratory environment.
7.3. Which specific materials show the most obvious improvement after treatment?
Plasma surface treatment effectiveness is most profoundly visible on low-surface-energy plastics (notoriously difficult-to-glue plastics) such as PP, PE, PTFE, and EPDM rubber. It also shows exceptional results on industrial metals that demand absolute microscopic purity, such as gold, aluminum, and copper used extensively in high-tech electronics manufacturing.
7.4. What is the comprehensive list of materials that can be treated?
A high-quality plasma machine can efficiently process a massive variety of substrates, including:
- Plastics & Polymers: PP, PE, PET, PVC, PTFE (Teflon), ABS, Polycarbonate (PC), Nylon, etc.
- Metals & Alloys: Stainless steel, Aluminum, Copper, Gold, Titanium, etc.
- Other advanced materials: Architectural glass, industrial ceramics, natural and synthetic rubbers, technical textiles, and various aerospace-grade composite materials.