English
English 中文 (中国)
中文 (中国) Tiếng Việt
Tiếng Việt
현대 산업 제조 분야에서 소재의 표면 에너지를 최적화하는 것은 구조용 접착제, 인쇄 잉크 및 보호 코팅의 접착 품질을 결정짓는 핵심 요소입니다. 최대의 가공 효율성을 달성하려면 엔지니어와 기계 작업자가 올바른 플라즈마 표면 처리기 사용법을 완벽하게 숙지해야 합니다. 이 정교한 공정은 복잡한 물리적 매개변수에 대한 깊은 이해뿐만 아니라 나노미터 규모에서 장비를 제어하는 정밀한 기술을 요구합니다.
COUSZ의 엔지니어들이 큐레이션한 이 포괄적인 전문가 수준의 가이드는 귀하의 공장이 플라즈마 표면 처리 기술을 마스터하여 비용이 많이 드는 재료 박리 결함을 완전히 제거하는 동시에 처리량을 기하급수적으로 늘리는 데 도움을 줄 것입니다.
1. 기술 표준에 맞춘 플라즈마 표면 처리기 작동 방법
1.1. 필수 매개변수 설정 및 시작 순서
플라즈마 처리기 운전 방법을 시작하기 전에 작업자는 산업용 압축 공기(CDA) 공급 장치나 아르곤(Argon), 질소(Nitrogen)와 같은 고순도 공정 가스 라인을 종합적으로 검사해야 합니다. 노즐에서 나오는 이온화된 화염이 압력 손실 없이 일정하게 유지되도록 입력 가스 압력은 0.4 – 0.6 MPa의 안정적인 범위로 유지되어야 합니다.
구형 시스템과 달리 최신 장비의 플라즈마 세정기 사용법은 지능형 PLC 제어 시스템을 통해 고도로 자동화되어 있습니다. 통합된 HMI 터치스크린에서 질량 유량 컨트롤러(MFC)를 통해 고주파(RF) 전력 출력과 가스 유량을 정밀하게 구성하기만 하면 됩니다. 올바른 플라즈마 처리기 설정 방법을 통해 완벽한 이온 스트림을 생성할 수 있습니다.
1.2. 작업 거리 및 스캔 속도 최적화
국제 학술지 Surface & Coatings Technology에 발표된 기술 연구에 따르면, 노즐 끝에서 제품 표면까지의 이상적인 작업 거리는 5mm에서 15mm 사이로 엄격하게 규정됩니다. 플라즈마 표면 처리기 사용법에 있어 가장 중요한 점 중 하나는 이 거리를 유지하는 것입니다. 노즐이 이 임계값을 벗어나면 고에너지 자유 라디칼이 기재와 상호 작용하기 전에 주변 공기에 의해 중화됩니다.
작업 거리 외에도 성공적인 플라즈마 세정기 운전 방법을 위해서는 자동화된 컨베이어 속도와의 긴밀한 동기화가 필요합니다. 벨트를 너무 천천히 움직이면 열이 축적되어 섬세한 폴리머 필름이 휘어질 수 있습니다. 반대로, 스캔 속도가 너무 빠르면 이온화된 입자 스트림이 비활성 탄소-탄소 결합을 완전히 끊을 수 있는 체류 시간을 확보하지 못합니다.
2. COUSZ는 어떤 기술 지원 및 유지보수 서비스를 제공하나요?
2.1. 핵심 장비 모듈을 위한 정기 유지보수
아무리 완벽하게 플라즈마 세정기 사용 방법을 수행하더라도 물리적인 마모는 피할 수 없습니다. 전문 기술 서비스는 정밀 측정 장비를 활용하여 전압 누출을 확인하고 노즐을 정밀 세척하는 등 표준화된 유지보수 프로토콜을 제공합니다.
매일 3교대로 산업용 플라즈마 세정기를 작동해야 하는 대량 생산 라인의 경우, 공압 손실을 방지하기 위해 500 작동 시간마다 내열성 O-링을 검사하고 교체하는 플라즈마 처리기 유지보수 방법을 필수적으로 지켜야 합니다.
2.2. 정품 예비 부품 및 인력 교육 프로그램
기계는 내부 역학을 이해하는 직원이 작동할 때만 최대 잠재력에 도달합니다. COUSZ는 정품 예비 부품을 공급할 뿐만 아니라 고객의 기술 팀을 위해 올바른 플라즈마 표면 처리기 사용법에 대한 전문적인 재교육 세션을 조직합니다.
| 필수 핵심 부품 | 평균 작동 수명 | 유지보수 필요 징후 |
|---|---|---|
| 중앙 전극 (Electrode) | 1,000 – 1,500 시간 | 경사진 마모, 검게 변한 산화층 발생 |
| 노즐 헤드 (Nozzle Head) | 2,000 – 3,000 시간 | 미세 막힘 현상, 플라즈마 기둥의 정렬 불량 |
| 고전압 케이블 (HV Cable) | 3년 이상 | 절연체 균열, 아크(Arcing) 방전 소리 |
| 공기 필터 (Air Filter) | 6개월 | 수분 포화, ISO 8573-1 표준 실패 |
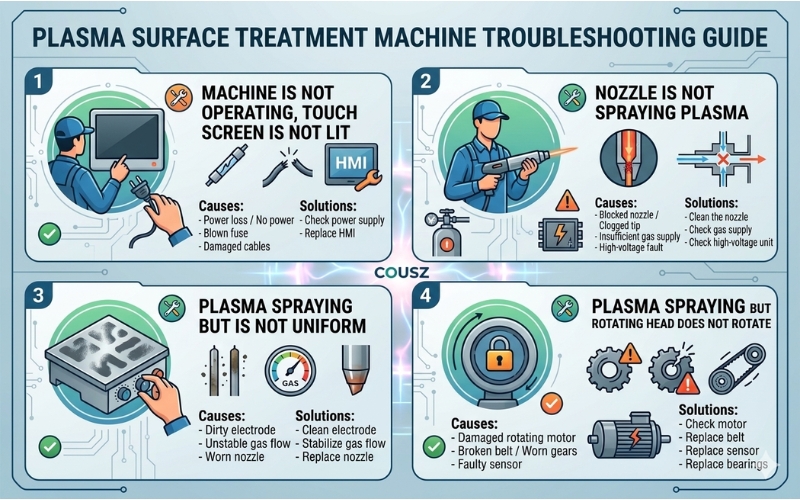
3. 표면 처리기 작동 중 흔한 문제와 해결책은 무엇인가요?
3.1. 깜박이거나 불안정한 플라즈마 방전 현상
플라즈마 처리기 조작 방법을 따르는 동안 발생하는 빈번한 오류는 발생기가 안정적이고 짙은 보라색의 플라즈마 기둥을 생성하지 못하는 것입니다. 이는 전기적 결함인 경우는 드물며, 대개 공장의 공기 공급 장치에 과도한 습기나 압축기 오일이 섞여 발생합니다. 또한 공기 압력이 이오나이저의 기계적 한계를 초과하면, 가스가 반응 챔버 내에서 이온화되기 전에 기둥이 “기계적으로 날아가” 버립니다.
3.2. PLC 온도 과부하 경고 발생 시 조치
냉각 팬이 먼지로 막혀 있는 상태에서 고온의 공장 바닥에서 산업용 플라즈마 표면 처리 시스템을 지속적으로 작동하면 내부 온도 센서가 즉각적인 비상 정지를 트리거합니다. 절대 기계의 전원을 강제로 끄지 마십시오. 시스템을 “대기(Standby)” 모드로 유지하여 환기 팬이 인버터 마더보드를 45°C 미만으로 냉각하도록 한 후 HMI 알람을 재설정해야 올바른 플라즈마 처리기 조작 방법이라고 할 수 있습니다.
4. 장비 작동 중 필수적인 안전 요소는 무엇인가요?
4.1. 고전압 및 정전기 보호 지침
고에너지 입자 스트림을 생성하는 플라즈마 표면 개질 장비는 전압을 수만 볼트(kV)까지 증폭할 수 있는 고주파 변압기에 의존합니다. 따라서 정확한 플라즈마 표면 처리기 사용법의 제1원칙은 주기적으로 접지 시스템(접지 저항은 4옴 미만으로 유지해야 함)을 확인하는 것입니다.
기술자는 특수 정전기 방지 보호 장비를 착용해야 합니다. 시계, 반지, 팔찌 등 모든 금속 장신구를 제거하는 것은 생명을 위협할 수 있는 2차 아크 방전의 위험을 완전히 제거하기 위한 필수 사항이며, 가장 기본적인 플라즈마 표면 처리기 사용 방법 중 하나입니다.
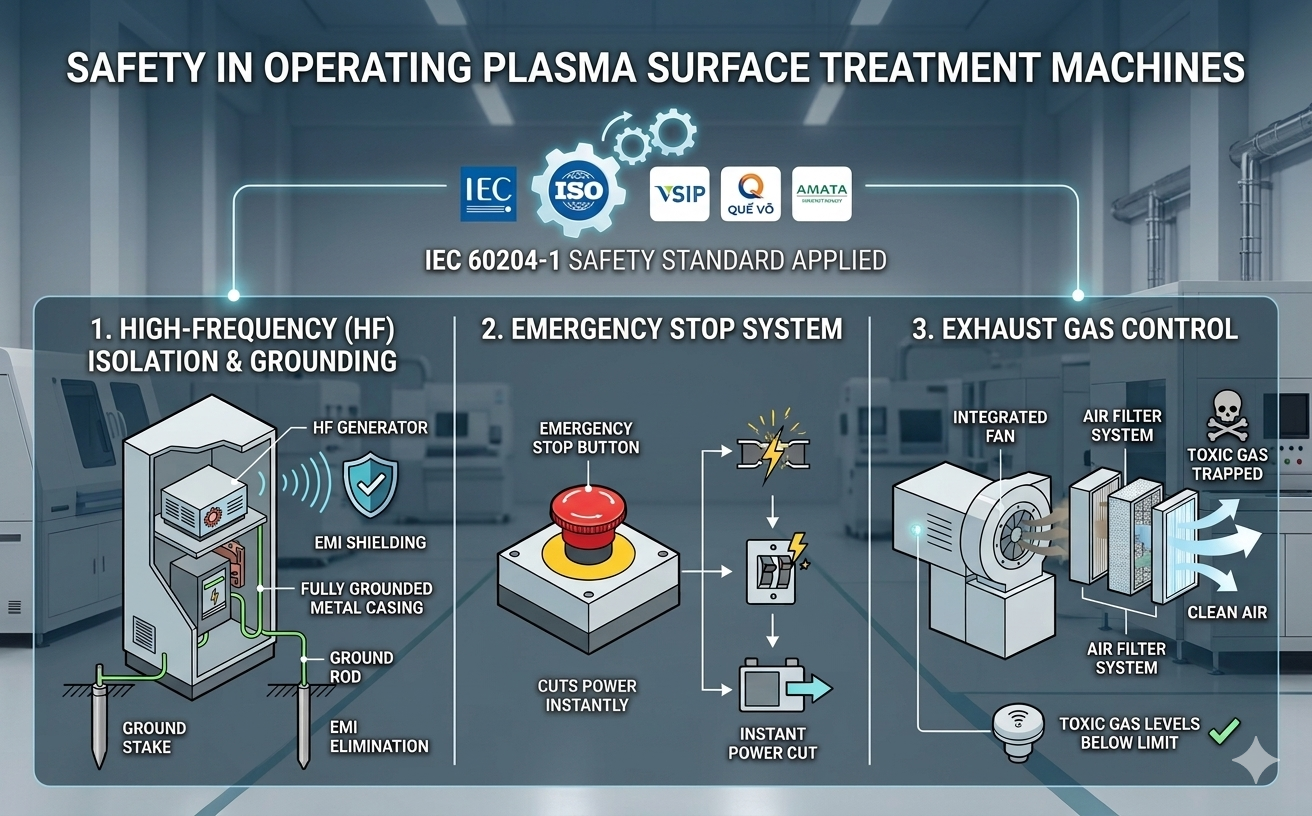
4.2. 배기 및 호흡기 보호 조치
플라즈마는 독성 화학 물질 사용을 피하는 친환경 기술이지만, 개방된 공장 환경에서 플라즈마를 작동하면 산소 라디칼의 재결합을 통해 미량의 오존($O_3$)이 생성될 수 있습니다. 노즐 영역 바로 위에 국소 배기 후드를 플라즈마 처리기 설치 방법에 맞게 구성하는 것은 국제 ISO 45001 안전 표준을 준수하고 모든 공장 근로자의 호흡기 건강을 보장하기 위해 필수적입니다.
5. 기술 교육을 위해 COUSZ 전문가에게 문의하기
표준화된 플라즈마 표면 처리기 사용법 워크플로우를 마스터하는 것은 품질에서 엄청난 경쟁 우위를 달성하기 위한 “황금 열쇠”입니다. 이 기술은 잉크 접착 실패를 영구적으로 제거하고 독성 화학 물질 소비를 줄이며 자동화된 생산 라인의 경쟁력을 크게 높일 것입니다.
공식적인 전문 플라즈마 세정기 공급업체 매뉴얼을 제공받고 귀하의 기업에 가장 적합한 UV/플라즈마 솔루션에 대한 전문가의 조언을 얻으려면 지금 바로 당사 전문가에게 문의하십시오:
- 👤 Ms. Yuna – 수석 기술 스페셜리스트, COUSZ Vietnam
- 📞 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
- 📧 Email: sales03@cousz.com
- 🌐 Website: www.cousz-vn.com