English
English Tiếng Việt
Tiếng Việt 한국어
한국어
在要求极高的现代工业制造领域,实现纳米级的绝对精度已不再是可有可无的选项——而是严格的必需品。等离子清洗设备和等离子表面处理技术的革命性出现创造了一个巨大的转折点,彻底取代了过时、剧毒且效率低下的化学溶剂方法。这篇深入的技术文章全面概述了现代等离子表面改性技术。我们将深入探讨选型标准、比较关键技术规格,并提供实用的科学证据,以帮助您积极优化自动化生产线上的附着力问题。
1. 如何为您的企业选择合适的等离子表面处理系统?
1.1. 基于几何特征和材料结构
为了在工厂车间成功实施等离子表面处理技术,绝对的第一步是明确分析基材类型和产品的复杂几何形状。超薄、平坦的 2D 聚合物薄膜所需的喷嘴架构,与具有深盲孔和窄槽的复杂 3D 模制塑料块或精密加工的金属部件完全不同。
投资高端等离子清洗设备需要工厂经理仔细平衡资本支出和运营效率。根据《表面与涂层技术》期刊 (2024) 发表的广泛技术报告,选择不正确的喷嘴轮廓(例如,在宽的曲面上使用直喷式喷嘴而不是旋转扫描喷嘴)会导致表面活化效率急剧下降高达 40%。这种严重的效率下降直接转化为界面结合力弱,以及在现场发生灾难性分层的高风险。
| 产品名称 (喷嘴类型) | 尺寸/规格 | 使用效果和问题 | 固定配件 |
|---|---|---|---|
| D01 (直喷式) | 2mm孔径 | 默认配置,散热平均 | 陶瓷, 电极, 枪头主体 |
| 2.5mm / 3.5mm | 热量和火焰稳定,散热良好 | 可选配置 | |
| 低温直喷枪 | 2mm | 最适合非耐热塑料 (如 AR 眼镜腿) | 需要更换不同电极/喷嘴 |
| R01 (旋转式) | 25mm / 30mm | 火焰效率稳定,温度适中 | 陶瓷, 电极, 马达, 枪头主体 |
| 50mm | 火焰范围广 (60-70mm),适合大面积处理 | 默认配置 |
1.2. 计算实际功率输出和传送带速度
自动化传送带生产线的运行速度是一个至关重要的、生死攸关的因素,它决定了您的等离子机器所需的配置。如果您选择了本身功率输出较低的 RF 发生器,并将其部署在高速传送带上,基材将缺乏足够的暴露时间(停留时间)。这种动能的缺乏会阻止等离子体有效打破碳键,导致极其不稳定、“斑驳”的表面活化,最终导致粘合失败。
相反,如果系统功率过剩,产生的热量积聚很容易使高度热敏的聚合物薄膜翘曲、烧焦或完全熔化。为了避免这些昂贵的极端情况,制造企业必须使用其精确的产品样品进行严格的、动手实践的实验室测试 (lab tests),以锁定最精确、最优化的加工参数。
根据企业运营规模和传送带速度精确选择等离子清洗设备:
| 产品名称 | 型号 / 规格 | 配置 | 使用效果与问题 | 固定配件 |
|---|---|---|---|---|
| D01 | 2mm 厚 | 默认 | 散热一般 | 陶瓷、电极、喷枪主体 |
| 2mm 孔 | 可选 | 散热好,但火焰不稳定 | ||
| 2.5mm | 可选 | 热量与火焰稳定 | ||
| 3.5mm | 可选 | 温度最高,散热好 | ||
| 4mm / 5mm | 可选 | 较少用,适用于线型金属处理 | ||
| 线性 14mm | 可选 | 定制件;火焰喷发可能损坏喷嘴一侧 | ||
| 低温喷枪头 | 2mm | 可选 | 最适合不耐热塑料 (如:舜威AR眼镜腿) | 不同电极/喷嘴/套管;其余与直喷相同。可使用直喷主体,更换电极,保留喷嘴。 |
| R01 | 25mm/30mm/35mm | 可选 | 火焰效率稳定,温度适中 | 陶瓷、电极、电机、电机线、喷枪主体 |
| 50mm | 默认 | 火焰范围 60-70mm,升温快,适用于大面积 | ||
| 70mm / 90mm | 可选 | 定制套管;喷嘴重,套管下方振动大 |
2. 等离子涂层与表面处理有何不同?
2.1. 分析传统解决方案的优缺点
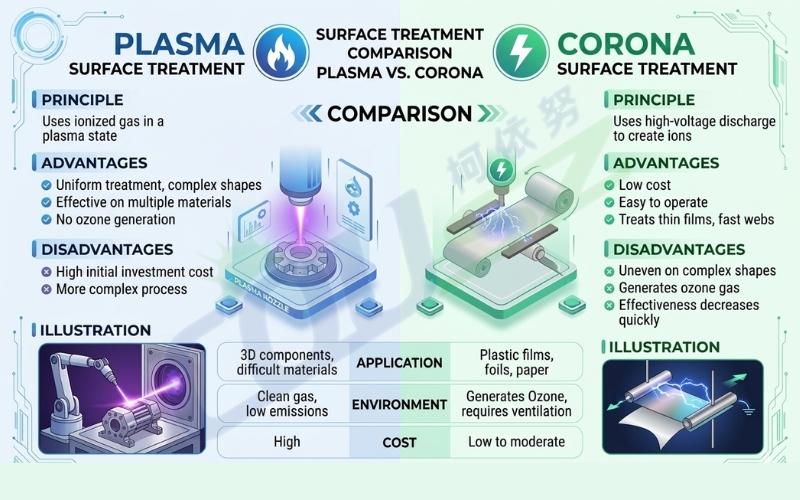
从历史上看,工厂严重依赖简陋的机械打磨或刺激性的化学底漆来磨损材料的最外层。然而,在现代制造业中,这些传统技术问题重重。机械打磨会产生大量的微尘云和危险的静电,而化学液体底漆则会排放剧毒的挥发性有机化合物 (VOCs)。
当您积极应用等离子表面处理技术时,整个化学活化过程是通过 100% 干燥、环保的程序发生的。电离的等离子气体严格地在最外层分子层的纳米深度上相互作用。它轻松地执行深层表面清洁和官能化,而永远不会损害或改变基材的内部机械整体属性。
2.2. 启动时间与工厂自动化的卓越性
先进的等离子清洗设备与传统热系统之间最深刻的区别在于其绝对的运行速度。例如,仍依赖老式水银灯管的传统 UV 固化系统,通常需要 5 到 10 分钟的强制性启动和预热时间才能达到峰值强度。这种漫长的延迟会导致严重的瓶颈,浪费宝贵的生产时间。
相比之下,配备固态射频发生器的现代等离子处理机可以瞬间开启和关闭,在几分之一秒内达到 100% 的最大输出功率。这种瞬间响应能力允许这些系统被轻松编程并深度集成到多轴机械臂中,完美匹配自动化工厂的高速节拍时间 (takt time)。
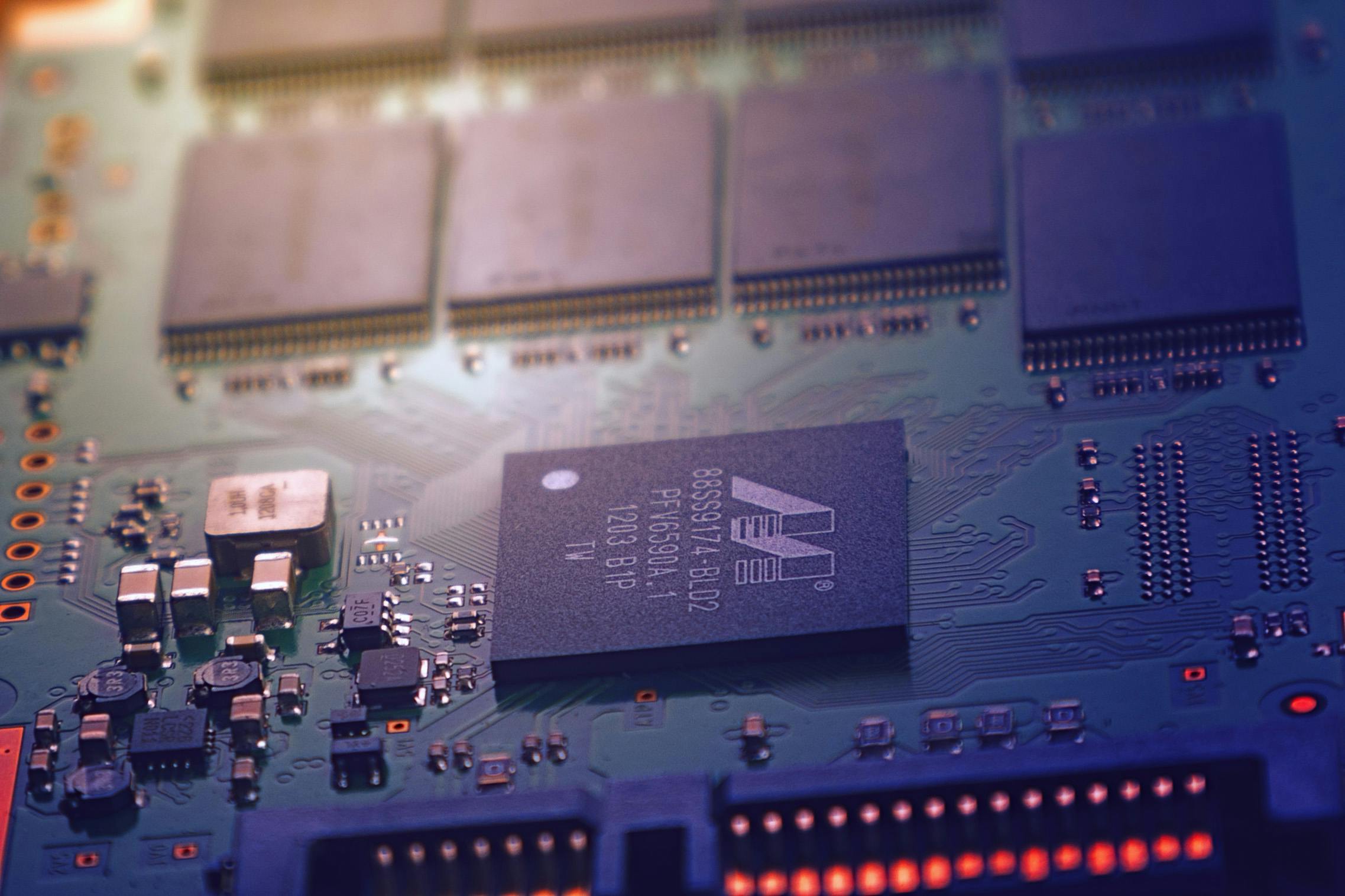
3. 等离子表面清洗与电晕处理的运行机制有何区别?
3.1. 电场和气体流动的根本差异
许多工艺工程师经常混淆这两种截然不同的方法。传统的电晕 (Corona) 技术利用周围游离的空气,直接向材料表面猛烈放电形成电弧。如果基材厚度不均或具有复杂的 3D 形状,这种粗糙的方法极易产生严重的、集中的电弧,瞬间烧毁或“击穿”产品。
同时,等离子表面处理技术利用高度受控、经过计量的特定工艺气体(如氩气或超纯氮气)流。这种气体在被吹出之前,会穿过喷嘴室内强大的、封闭的电磁场。因此,发射出的等离子羽流携带显著更高的能量密度,同时保持完全的无电位(意味着它绝对不携带任何静电荷)。
3.2. 直观的技术对比与切实的企业利益
| 技术标准 | 传统电晕 (Corona) 技术 | 等离子表面处理技术 |
|---|---|---|
| 最佳材料几何形状 | 严格限于超薄薄膜、平整包装、纸张 | 复杂的 3D 塑料、重金属、玻璃、PCB |
| 可达到的表面能 | 中等 (通常停滞在 38-42 dynes/cm) | 极高 (轻松超过 72 dynes/cm) |
| 静电与击穿风险 | 极高,有烧毁微芯片的致命风险 | 绝对安全,100% 无电位输出 |
| 处理均匀性 | 因电弧作用容易产生条纹和斑点 | 由气动压力驱动的 100% 均匀一致性 |
🔥 企业的切实利益: 通过升级到高端、无静电的等离子清洗设备,电子制造工厂不仅彻底消除了烧毁昂贵微电路的灾难性风险,而且还能将其对昂贵结构胶的消耗量减少高达 30%。将油漆剥落缺陷率降至绝对零,积极保护了您的品牌声誉,并节省了数十万美元的保修和召回成本。
4. 哪些因素决定了等离子清洗设备的实际性能?
4.1. 气体流速与功率的完美平衡
整个等离子改性过程的最终性能严重依赖于中央控制系统的精确数学调整。如果供应给喷嘴的压缩空气量相对于 RF 电源产生的能量过大,高反应性自由基将被严重稀释,这会极大地削弱系统打破碳键的能力。
相反,如果气体流速不足,电离粒子流将缺乏深入注射成型部件狭窄缝隙所需的巨大动能。资深工艺工程师必须依靠高精度的质量流量控制器 (MFC) 来完美地调入这种微妙且关键的热力学平衡。
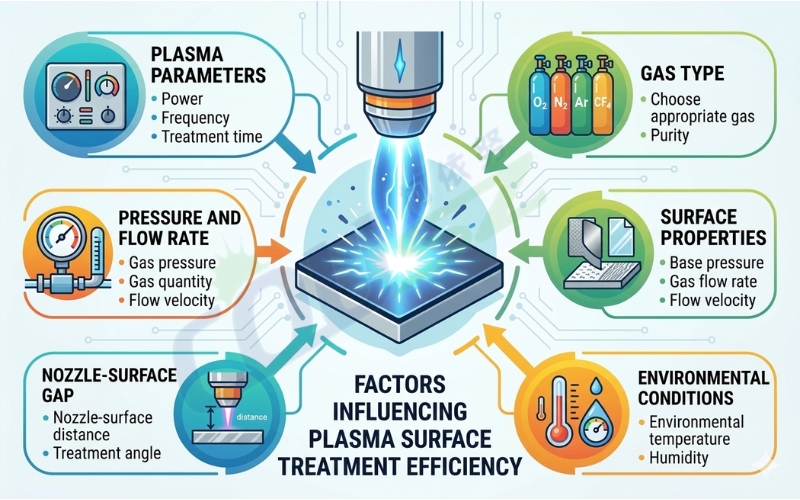
影响等离子表面处理效率的关键变量:功率、气流和距离
4.2. 测量方法和质量验收协议
在处理之前,由于表面能极低,原始材料表面通常是高度疏水的。为了最终验证等离子清洗设备的有效性,质量保证 (QA) 工程师会部署严格的测量协议:
- 达因笔测试 (Dyne Pen Test): 使用从 30 到 72 dynes/cm 校准的标准化学墨水,在工厂车间对表面能进行快速、现场评估。
- 水滴角测试 (接触角测角仪): 当材料达到完美的亲水状态时,纯净水滴的接触角将瞬间降至 30 度以下,作为表面已成功活化的绝对证明。
将先进的等离子技术集成到您的设施中,不仅仅是执行一个微观的清洁步骤;它作为基本的技术骨干,积极提升您整个产品目录的结构质量。掌握这些设备参数,将赋予您的企业在全球市场中建立坚不可摧的竞争优势。
5. 联系 COUSZ 越南获取专业支持
要接收官方的“等离子清洗设备用户手册”,或获取有关为您企业独特需求选择最佳测量和处理系统的量身定制专家建议,请立即联系我们:
🚀 立即升级您的工业表面处理方案!
- 👤 联系人: Ms. Yuna – 高级等离子设备与表面处理技术专家
- 📞 电话/Whatsapp/Wechat/Zalo: (84) 965 535 348
- 📧 邮箱: sales03@cousz.com
- 🌐 官方网站: www.cousz-vn.com
-

越南柯依努 UV固化机 UV照度计 等离子清洗机
6. 关于等离子技术的常见问题解答 (FAQs)
Q: 等离子清洗设备如何避免对敏感塑料造成热损伤?
A: 现代等离子设备(如 COUSZ 的低温直喷枪)使用冷等离子技术。通过精确控制 RF 功率输出和气体流速,确保等离子羽流保持在低温状态,完全防止热敏聚合物(如 AR 眼镜腿)熔化或翘曲。
Q: 如何判断我应该选择直喷式还是旋转式喷嘴?
A: 这取决于材料的几何形状。直喷式(D01)非常适合处理精细的局部区域、盲孔或窄槽;而旋转式(R01)能够提供更宽广(如 50mm)且均匀的火焰,是处理大面积平坦表面或复杂 3D 曲面的最佳选择。
Q: 为什么等离子处理比传统的电晕处理更安全?
A: 电晕处理直接向材料放电,极易产生高压电弧击穿材料,且会产生大量有毒臭氧。而等离子技术将高压放电限制在喷嘴内部,吹出的是无电位的活性气体,100% 避免了静电击穿风险,对操作人员和精密电子元件绝对安全。