中文 (中国)
中文 (中国) Tiếng Việt
Tiếng Việt 한국어
한국어
1. Why is it essential to understand uv meter parameters accurately?
Ultraviolet light is an invisible band of energy. In a production environment, we cannot rely on the naked eye to determine whether a lamp is emitting strong or weak energy. A famous study by Professor R.W. Stowe, a leading US expert in ultraviolet technology, pointed out: “Measurement data is the only difference between process control and process guesswork.”
Knowing how to read UV intensity establishes a stable “process window.” According to standards from the RadTech Association, maintaining periodic measurement data helps reduce the scrap rate by up to 15% and extends lamp life by 25% because technicians can adjust the power to the exact required level rather than running it constantly at maximum output.
The cost of misinterpreting data
If technicians do not clearly understand UV meter parameters, they tend to operate the machinery based on “experience”—a highly risky factor. Misinterpreting these indicators leads to two severe consequences:
- Under-curing: Products remain sticky, peel off, or leak chemicals because they do not achieve the sufficient accumulated energy.
- Over-curing: Causes material embrittlement, surface burning, or thermal deformation due to an uncontrolled peak irradiance.
2. What are the main metrics displayed on the device?
When you hold a measurement device, the UV meter parameters are usually clearly categorized so users can analyze them easily. Understanding these metrics is the first step to successful quality assurance.
Breaking down the core values
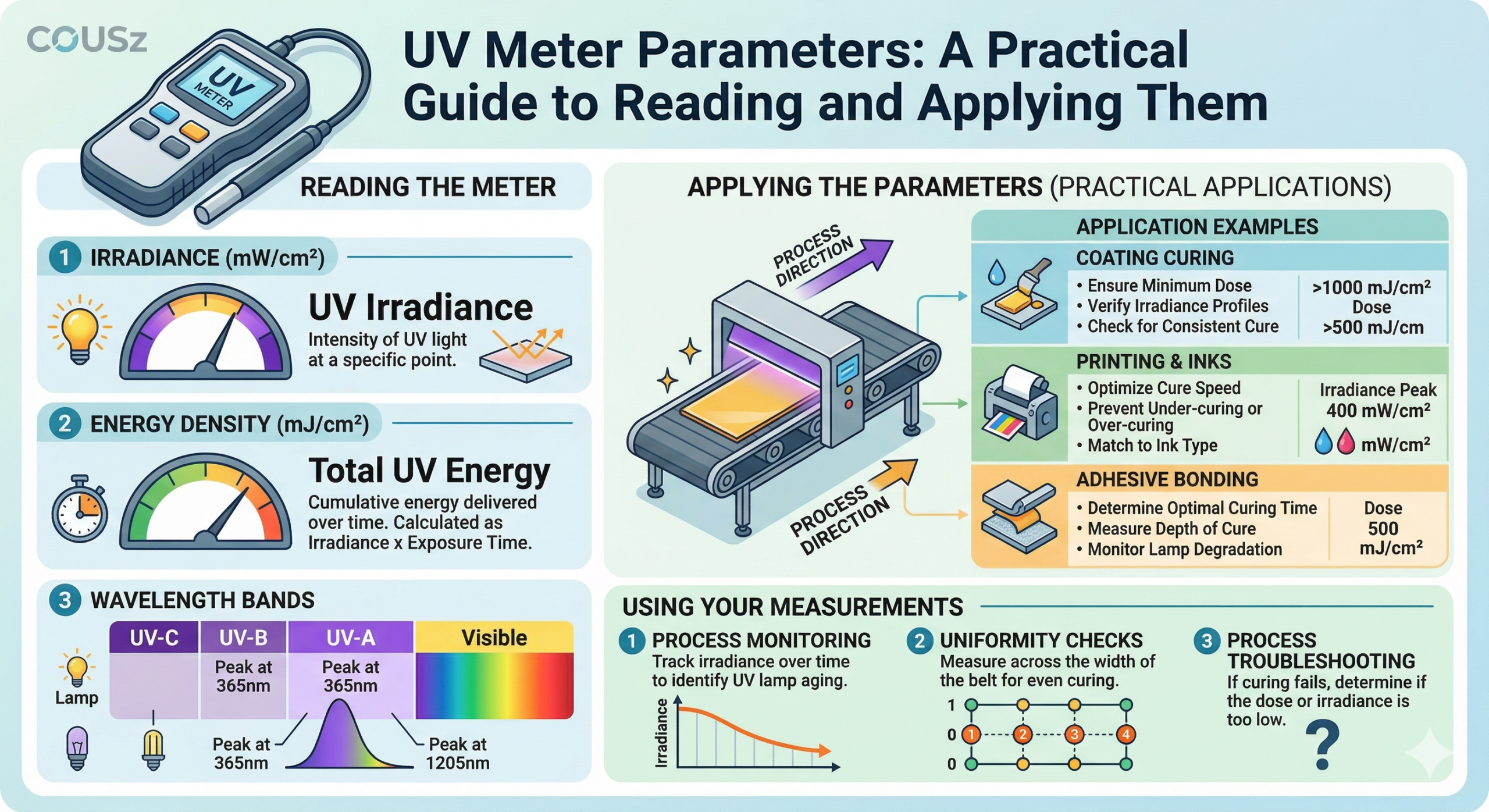
Fundamentally, the machine will provide the following crucial values on its digital display:
| Metric Category | Standard Unit | What It Represents |
|---|---|---|
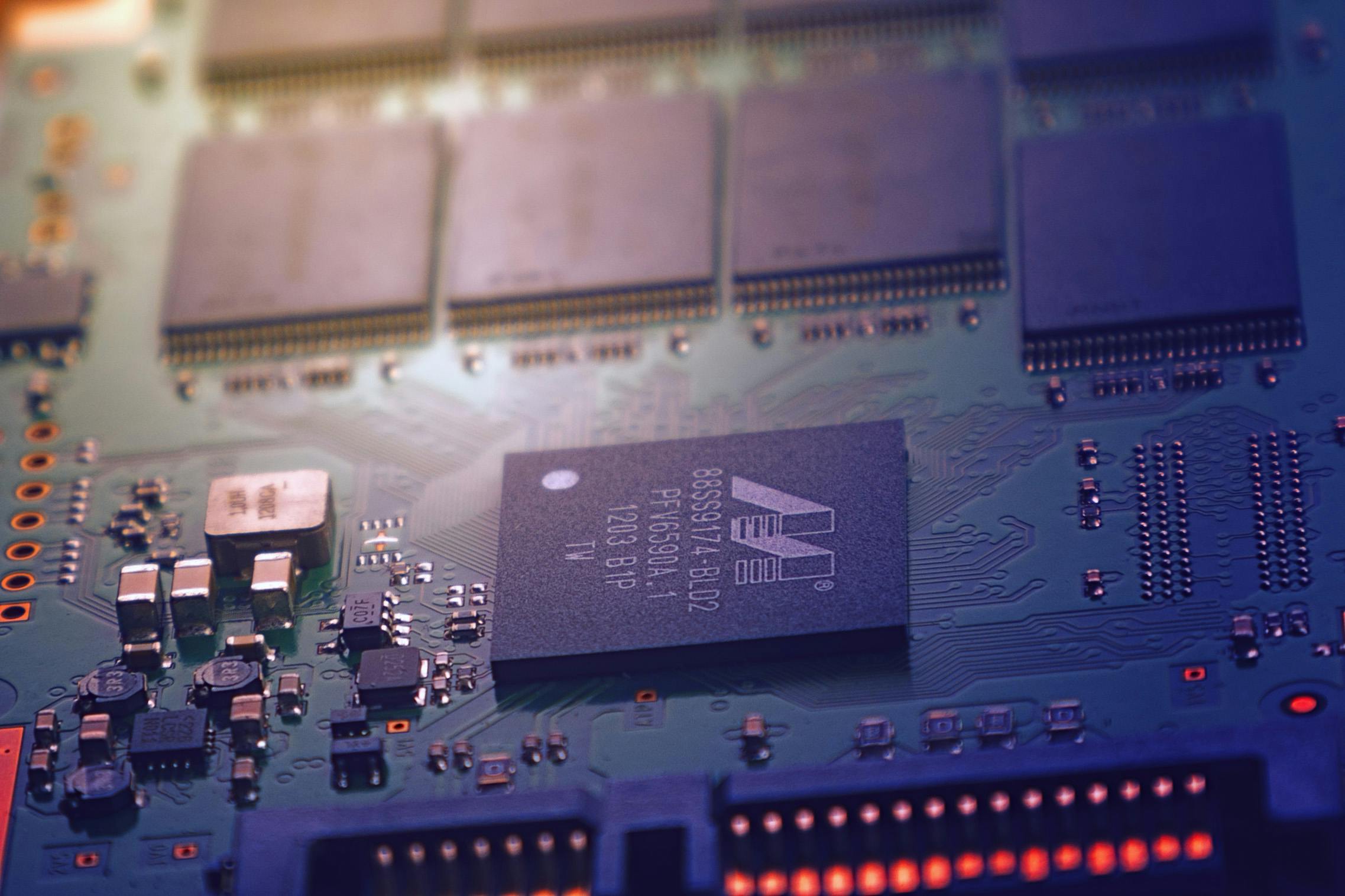
| Irradiance | mW/cm² or W/cm² | Represents the instantaneous, momentary power of the light source hitting the surface. |
| Dose | mJ/cm² or J/cm² | Represents the total accumulated light, which is the UV energy density received over time. |
| Spectral Range | nm (nanometers) | Indicates the specific wavebands being measured, such as UVA, UVB, UVC, or UVV. |
A common mistake in the industry is looking at one indicator while ignoring the other. In industrial applications, the balance between these two quantities dictates the success of the polymerization reaction. If you notice a variation of more than 10% between production shifts, it is a warning sign that your drying system has voltage issues or a dirty reflector.
3. What is the technical significance of each metric?
To dive deeper, analyzing UV meter parameters requires a detailed understanding of the technical implications of each unit of measurement.
3.1. What does peak irradiance tell us?
Peak irradiance is measured in units of power over an area (mW/cm² or W/cm²). It indicates the maximum “brightness” or power the light source can achieve at the material’s surface.
Impact: High intensity helps the ultraviolet rays penetrate deep into thick layers of adhesive or printing ink. If the intensity is too low, the surface might dry, but the underlying layers will remain liquid, leading to peeling defects after packaging.
3.2. Why is UV energy density critical?
The accumulated dose is measured in mJ/cm² or J/cm². This is the time integral of the intensity during the exposure period.
Impact: It determines the “degree of cure” of the chemical reaction. An article in the Journal of Coatings Technology and Research demonstrated that every chemical formulation has an “activation energy threshold.” If the UV energy density does not meet this threshold, the molecular bonds will not be stable.
3.3. How do UV wavelengths differ?
Not all ultraviolet light is the same. The channels are divided by wavelengths:
- UVA (320-390nm): Most common for curing thick adhesives and inks.
- UVB (280-320nm): Typically used for thin coatings.
- UVC (250-260nm): Crucial for surface curing (creating gloss, scratch resistance) and sterilization.
- UVV (395-445nm): Dedicated to high-power LED systems.
4. How to read UV intensity and energy in real production?
To ensure consistent quality, technicians must follow a strict, repeatable protocol. Here is a 4-step guide on how to read UV intensity and dose accurately on the factory floor:
4.1. Four steps for accurate measurement
- Set the mode: Select the integration mode so the device starts collecting data from the moment it enters the curing chamber until it exits.
- Positioning: Place the device horizontally on the conveyor belt, with the sensor pointing directly up at the lamps. Ensure the distance from the lamp to the sensor equals the exact distance from the lamp to the actual product.
- Record values: After the device passes through the oven, check the display. Record the highest peak irradiance achieved and the total accumulated dose.
- Compare with standards: Compare the data with the ink/adhesive manufacturer’s technical data sheet (TDS). If the dose is met but the peak is low, lower the lamp array. If the peak is met but the dose is low, slow down the conveyor belt.
Applying this method systematically eliminates subjective judgments and professionally integrates data into the quality control (QC) system.
5. What are the common mistakes when analyzing uv meter parameters?
In actual factory settings, many engineers face trouble due to misinterpreting UV meter parameters, even when the measurement device is working perfectly.
Avoiding typical operational errors
- Confusing mW and mJ: Many assume that simply increasing lamp power (mW) is enough. However, if the conveyor runs too fast, the product will fail because the total energy (mJ) is insufficient. Distinguishing between power and energy is the most important lesson.
- Ignoring temperature limits: These are sensitive electronic devices. Leaving the radiometer inside a hot chamber for too long will cause sensor drift. Always monitor the accompanied temperature readings.
- Using mismatched sensors: A device designed for a broad-spectrum mercury lamp will yield incorrect results if used to measure a 365nm LED. Before attempting to read UV intensity, always check the spectral response range.
- Forgetting calibration: Optical sensors “age” when exposed to intense radiation. Without periodic calibration, your UV meter parameters become meaningless because they no longer reflect reality.
6. Where to get in-depth technical consultation and solutions?
For more detailed guidance on optimizing your specific drying system or to get accurate quotations for advanced industrial radiometers, contact our experts today. We are ready to help you implement a UV meter device measuring UV intensity for accurate curing performance into your daily operations.
👤 Ms. Yuna
✨ Technical Specialist – COUSZ Vietnam
📞 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
📧 Email: sales03@cousz.com
🌐 Website: www.cousz-vn.com
7. FAQs – Frequently asked questions about uv meter parameters
7.1. What does the “Peak” number signify in production?
The “Peak” is the highest irradiance value the sensor records as it passes through the center of the light beam. In production, it indicates whether the actual power of the lamp is strong enough to penetrate the material layer. Understanding this helps you determine if the lamp is in prime condition or degrading.
7.2. Why does mJ/cm² decrease when conveyor speed increases?
Irradiance (mW/cm²) is an instantaneous measurement and is independent of time. However, energy (mJ/cm²) is the integral of irradiance over time. When you speed up the belt, the exposure time is shortened, leading to a drop in total accumulated energy. You must balance conveyor speed against lamp output to hit your target dose.
7.3. Which channel should I read: UVA, UVB, UVC, or UVV?
Channel selection depends entirely on your lamp and chemical formulation. If using traditional mercury lamps for adhesives, focus on UVA. If using 395nm LED systems, read the UVV channel. Always consult the Technical Data Sheet (TDS) of your adhesive or ink to find its optimal activation wavelength.
7.4. Can we convert between power and energy units directly?
You cannot convert them directly with a fixed coefficient without knowing the exposure time. The fundamental formula is: Energy (mJ/cm²) = Power (mW/cm²) × Time (s). The time factor dictates the final UV energy density received by the substrate.
7.5. How often should we check these metrics?
To ensure your UV meter parameters remain accurate and your production line stays stable, you should perform a reading at least once at the beginning of every shift. For continuous lines with strict quality requirements, continuous online monitoring systems are the optimal solution.