
 English
English 中文 (中国)
中文 (中国) 한국어
한국어
1. Làm thế nào để lựa chọn hệ thống Plasma xử lý bề mặt phù hợp với quy mô doanh nghiệp?
1.1. Căn cứ vào đặc tính hình học và cấu trúc của vật liệu
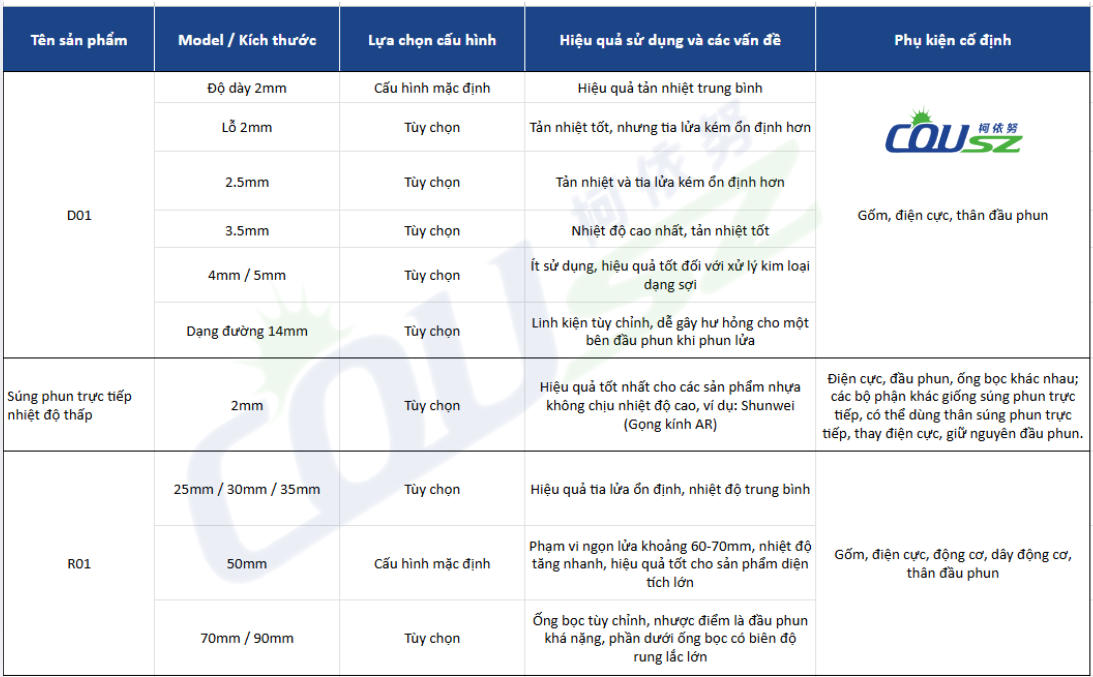
Để ứng dụng thành công kỹ thuật Xử lý bề mặt Plasma, bước đầu tiên là phải xác định rõ loại vật liệu và biên dạng của sản phẩm. Các vật liệu dạng màng 2D mỏng, phẳng sẽ có yêu cầu về vòi phun hoàn toàn khác biệt so với các khối nhựa 3D phức tạp hay các chi tiết máy có lỗ mù sâu.
Việc đầu tư hệ thống Plasma xử lý bề mặt đòi hỏi nhà quản lý phải cân nhắc kỹ lưỡng bài toán chi phí và hiệu năng. Theo báo cáo từ tạp chí Surface & Coatings Technology (2024), việc chọn sai kiểu dáng vòi phun có thể làm giảm đến 40% hiệu suất kích hoạt trên các biên dạng cong.
1.2. Tính toán công suất và tốc độ băng chuyền thực tế
Tốc độ của dây chuyền tự động hóa là yếu tố sống còn quyết định cấu hình của máy. Một bộ nguồn phát có công suất quá thấp khi chạy trên băng chuyền tốc độ cao sẽ không đủ thời gian phơi nhiễm, dẫn đến hiện tượng bám dính loang lổ.
Ngược lại, nếu thiết lập công suất dư thừa, nhiệt lượng sinh ra có thể làm biến dạng hoặc cháy sém các màng polymer nhạy cảm nhiệt. Doanh nghiệp cần chạy thử nghiệm (demo) trực tiếp để lấy thông số chính xác nhất.
>> Khám phá chi tiết hướng dẫn tại: Hướng dẫn lựa chọn máy xử lý bề mặt Plasma phù hợp với doanh nghiệp
2. Điểm khác biệt giữa công nghệ phun phủ và Plasma xử lý bề mặt so với các kỹ thuật khác là gì?
2.1. Phân tích ưu nhược điểm của các giải pháp truyền thống
Trước đây, nhà máy thường dùng phương pháp chà nhám cơ học hoặc dùng hóa chất mài mòn lớp vỏ ngoài cùng. Tuy nhiên, các kỹ thuật này tạo ra lượng lớn bụi mịn và chất thải độc hại (VOCs), vi phạm các tiêu chuẩn bảo vệ môi trường ESG khắt khe.
Khi áp dụng Plasma xử lý bề mặt, quá trình kích hoạt diễn ra theo quy trình hoàn toàn khô (dry process). Khí ion hóa chỉ tương tác ở độ sâu nanomet trên cùng mà không làm ảnh hưởng đến cấu trúc cơ lý khối bên trong của vật liệu.

2.2. Sự vượt trội về thời gian khởi động và tự động hóa
Khác biệt lớn nhất của công nghệ dòng khí ion so với các hệ thống bức xạ nằm ở tốc độ vận hành. Ví dụ điển hình, các hệ thống sấy UV sử dụng bóng thủy ngân truyền thống luôn đòi hỏi thời gian khởi động chuẩn từ 5-10 phút để đạt cường độ cực đại, gây lãng phí thời gian chờ đợi.
Ngược lại, hệ thống vòi phun ion hóa có thể bật tắt và đạt công suất tối đa gần như tức thì. Khả năng đáp ứng nhanh này giúp chúng dễ dàng được lập trình tích hợp vào cánh tay robot đa trục, vận hành trơn tru 24/7 mà không làm gián đoạn chu kỳ nhịp (takt time) của nhà máy.
>> Tìm hiểu sâu hơn: So sánh công nghệ phun phủ Plasma và các công nghệ xử lý bề mặt khác.
3. Cơ chế hoạt động của Plasma xử lý bề mặt và phương pháp corona khác nhau thế nào?
3.1. Bản chất sự khác biệt về điện trường và dòng khí
Nhiều kỹ sư thường nhầm lẫn giữa hai phương pháp này do chúng đều sử dụng điện áp cao. Tuy nhiên, kỹ thuật Corona sử dụng không khí tự do xung quanh để phóng điện trực tiếp xuống bề mặt, rất dễ gây ra tia hồ quang đánh thủng nếu linh kiện có độ dày không đều.
Trong khi đó, Xử lý bề mặt Plasma sử dụng luồng khí có kiểm soát (như Argon, N2, hoặc CDA qua màng lọc) đi qua điện trường mạnh bên trong buồng phun trước khi thổi ra ngoài. Nhờ vậy, dòng tia mang mức năng lượng cao hơn và không chứa điện tích tự do tĩnh điện.
Một điểm cộng lớn khác của phương pháp Plasma xử lý bề mặt là nó hoàn toàn thân thiện với sức khỏe người lao động do không sản sinh ra nồng độ khí Ozone cao như phương pháp phóng điện Corona cũ.
3.2. Bảng so sánh trực quan và lợi ích mang lại
Để tối ưu hóa quyết định đầu tư, hãy xem xét bảng so sánh kỹ thuật được đối chiếu từ các báo cáo của Journal of Adhesion Science and Technology:
| Tiêu chí kỹ thuật | Công nghệ Corona | Công nghệ Plasma xử lý bề mặt |
|---|---|---|
| Vật liệu tối ưu | Màng mỏng, bao bì, giấy | Nhựa 3D khối, kim loại, thủy tinh, PCB |
| Năng lượng bề mặt | Mức trung bình (38-42 dynes/cm) | Rất cao (Vượt ngưỡng 72 dynes/cm) |
| Nguy cơ tĩnh điện | Rất cao, có thể hỏng vi mạch | An toàn tuyệt đối (Potential-free) |
| Chất lượng xử lý | Đôi khi bị sọc, đốm do hồ quang | Đồng nhất 100% nhờ áp lực khí nén |
🔥 Lợi ích thiết thực cho doanh nghiệp: Bằng việc nâng cấp lên hệ thống khí ion hóa không tĩnh điện, các nhà máy điện tử không chỉ triệt tiêu hoàn toàn rủi ro cháy chập vi mạch, mà còn tiết kiệm đến 30% lượng keo dán tiêu hao đắt đỏ. Tỷ lệ bong tróc sơn giảm xuống bằng 0 giúp bảo vệ uy tín thương hiệu và tiết kiệm hàng trăm triệu đồng chi phí bảo hành.
>> Phân tích chi tiết tại: Xử lý bề mặt Plasma với xử lý bề mặt Corona khác nhau thế nào? Đâu là lựa chọn tối ưu cho doanh nghiệp
4. Yếu tố nào quyết định đến hiệu năng thực tế của hệ thống Plasma xử lý bề mặt?
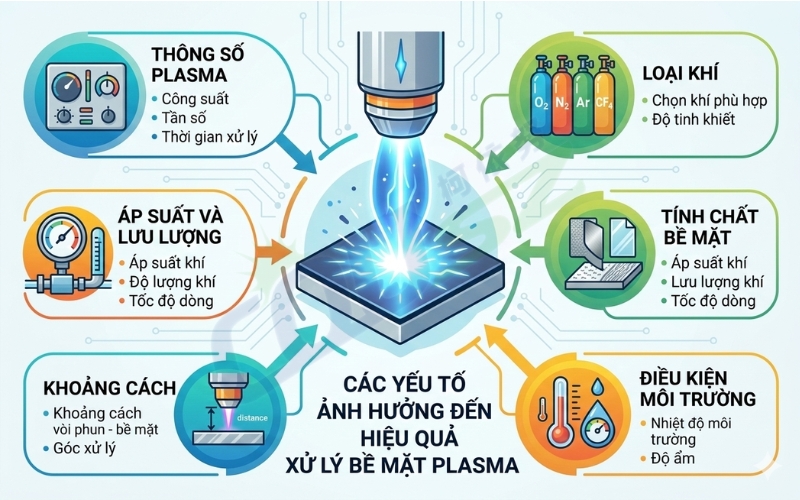
4.1. Sự cân bằng hoàn hảo giữa lưu lượng khí và công suất
Hiệu suất của toàn bộ quá trình Xử lý bề mặt Plasma phụ thuộc rất lớn vào sự tinh chỉnh hệ thống điều khiển trung tâm. Nếu lượng khí nén cấp vào vòi phun quá lớn so với mức năng lượng do bộ nguồn RF sinh ra, các gốc tự do sẽ bị pha loãng, làm giảm trầm trọng năng lực bẻ gãy liên kết carbon.
Ngược lại, nếu thiết bị Plasma xử lý bề mặt vận hành với lưu lượng khí quá thấp, luồng hạt ion hóa sẽ không có đủ động năng để thâm nhập sâu vào các khe rãnh nhỏ hẹp của linh kiện khuôn đúc. Kỹ sư cần dựa trên đồng hồ đo lưu lượng (MFC) để tìm ra điểm cân bằng này.
4.2. Khoảng cách làm việc (working distance) tiêu chuẩn
Dòng hạt mang năng lượng rất dễ bị triệt tiêu (recombination) khi ma sát lâu với không khí tự do. Vì thế, khoảng cách từ chóp vòi phun đến sản phẩm thao tác phải được kẹp chặt trong biên độ lý tưởng từ 5mm đến 15mm.
Nếu khoảng cách này quá xa, quá trình Plasma xử lý bề mặt sẽ hoàn toàn mất tác dụng do các ion bị trung hòa về mặt điện tích trước khi chạm tới vật liệu. Sử dụng đồ gá cơ khí chính xác là điều kiện tiên quyết trong dây chuyền tự động.
4.3. Các phương pháp đo lường và nghiệm thu chất lượng
Một bề mặt trước khi được Xử lý bề mặt Plasma thường kỵ nước (hydrophobic) do có mức năng lượng thấp. Để kiểm chứng hiệu quả, các kỹ sư QA thường áp dụng các bộ tiêu chuẩn đo lường gắt gao sau đây:
- Kiểm tra bằng bút thử Dyne (Dyne Pen Test): Đánh giá nhanh mức năng lượng bề mặt bằng các mức mực chuẩn từ 30 đến 72 dynes/cm.
- Kiểm tra góc tiếp xúc nhỏ giọt (Water Drop Angle Test): Khi vật liệu đạt trạng thái ưa nước hoàn hảo, góc giọt nước sẽ xẹp xuống dưới 30 độ, minh chứng cho bề mặt đã được kích hoạt thành công.
- Kiểm tra độ bám dính băng keo (Cross-cut Tape Test): Phương pháp kiểm tra lực phá hủy cơ học lớp phủ sau khi sấy khô.
>> Khám phá phương pháp đo lường: Các yếu tố ảnh hưởng đến hiệu quả xử lý bề mặt Plasma – Đánh giá hiệu quả xử lý
Tóm lại, việc ứng dụng hệ thống Plasma xử lý bề mặt không chỉ đơn thuần là bước làm sạch vi mô, mà nó đóng vai trò là xương sống công nghệ giúp nâng tầm chất lượng sản phẩm. Việc am hiểu sâu sắc các đặc tính vật lý và thông số máy móc sẽ giúp doanh nghiệp thiết lập lợi thế cạnh tranh bền vững trên thị trường.
Để nhận được tài liệu Hướng dẫn sử dụng máy xử lý bề mặt Plasma chính thức và tư vấn về các dòng máy đo phù hợp nhất cho doanh nghiệp của bạn, hãy liên hệ ngay với chúng tôi:
👤 Ms. Yuna
✨ Technical Specialist – COUSZ Vietnam
📞 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
📧 Email: sales03@cousz.com
🌐 Website: www.cousz-vn.com





Để được tư vấn chi tiết về các giải pháp máy sấy UV – Máy đo UV – Máy xử lý bề mặt Plasma, vui lòng liên hệ:
Ms. Yuna
📞 Hotline: +84 965 535 348
📧 Email: sales03@cousz.com