English
English 中文 (中国)
中文 (中国)
Trong sản xuất công nghiệp, việc kiểm soát các thông số kỹ thuật là chìa khóa để đạt được hiệu quả xử lý bề mặt Plasma tối ưu. Tuy nhiên, không phải doanh nghiệp nào cũng thấu hiểu các biến số tác động đến năng lượng bề mặt và cách định lượng kết quả sau xử lý. Bài viết này sẽ đi sâu vào phân tích chuyên môn, giúp bạn biết cách theo dõi và đánh giá hiệu quả xử lý bề mặt Plasma một cách khoa học, từ đó đảm bảo chất lượng bám dính tuyệt đối cho mọi sản phẩm.
1. Hiệu quả xử lý bề mặt Plasma là gì?
Hiệu quả xử lý bề mặt Plasma được định nghĩa là mức độ biến đổi đặc tính hóa lý của lớp bề mặt ngoài cùng (vài nanomet) dưới tác động của khí ion hóa. Mục tiêu cốt lõi là tăng năng lượng tự do bề mặt (Surface Free Energy), giúp vật liệu từ trạng thái kỵ nước (Hydrophobic) chuyển sang ưa nước (Hydrophilic).
Về mặt khoa học, hiệu quả xử lý bề mặt bằng Plasma thể hiện qua việc bẻ gãy các liên kết Carbon trơ và thay thế bằng các nhóm chức cực tính như Hydroxyl (-OH) hoặc Carboxyl (-COOH). Một quy trình đạt hiệu quả làm sạch bề mặt Plasma tốt sẽ loại bỏ hoàn toàn các tạp chất hữu cơ vi mô, tạo ra các “điểm neo” hóa học vững chắc cho lớp keo hoặc mực in. Theo các nghiên cứu từ Journal of Adhesion Science and Technology, sự gia tăng này có thể làm tăng lực liên kết liên diện lên đến 300% so với bề mặt chưa xử lý.
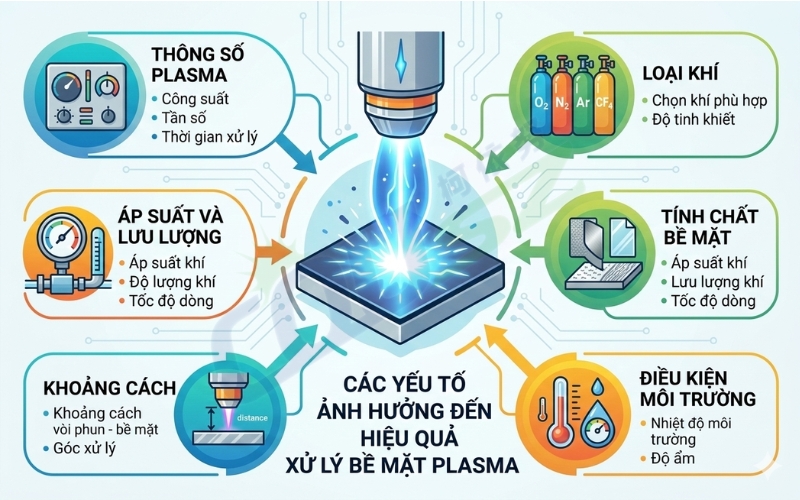
2. Các yếu tố ảnh hưởng đến hiệu quả xử lý bề mặt Plasma
Để duy trì hiệu quả xử lý bề mặt bằng Plasma ổn định, kỹ sư vận hành cần kiểm soát chặt chẽ 4 yếu tố biến thiên sau:
2.1 Loại vật liệu cần xử lý
Mỗi vật liệu có cấu trúc phân tử và độ nhạy nhiệt khác nhau. Ví dụ, nhựa Polypropylene (PP) có năng lượng bề mặt cực thấp (~29 dyne/cm) yêu cầu cường độ ion hóa mạnh hơn so với kim loại như Nhôm đã được làm sạch. Các loại nhựa chứa chất phụ gia chống cháy hoặc chất tách khuôn (mold release agents) sẽ làm giảm đáng kể hiệu quả làm sạch bề mặt Plasma nếu không được xử lý với thời gian và công suất phù hợp.
2.2 Thời gian xử lý
Thời gian tiếp xúc giữa tia Plasma và bề mặt (dwell time) tỷ lệ thuận với mức độ hoạt hóa, nhưng chỉ dừng lại ở một “điểm bão hòa”. Nếu xử lý quá ngắn, năng lượng bề mặt không đủ để cải thiện bám dính. Ngược lại, xử lý quá lâu sẽ dẫn đến hiện tượng “over-treatment”, làm đứt gãy mạch polymer quá mức, tạo ra lớp vật liệu yếu trên bề mặt (WBL – Weak Boundary Layer), làm giảm hiệu quả xử lý bề mặt Plasma.
2.3 Công nghệ xử lý Plasma sử dụng (chân không, khí quyển…)
-
Plasma khí quyển (Atmospheric): Tiện lợi cho dây chuyền liên tục, nhưng bị giới hạn bởi khoảng cách đầu phun và diện tích quét.
-
Plasma chân không (Vacuum): Đạt hiệu quả xử lý bề mặt Plasma đồng nhất tuyệt đối trên các chi tiết 3D phức tạp nhờ khả năng khuếch tán khí ion hóa trong buồng kín. Công nghệ này thường được ưu tiên trong các ngành yêu cầu độ tinh khiết cao như y tế và bán dẫn.
2.4 Công suất và áp suất khí điều chỉnh trên máy
Công suất nguồn (Watt) quyết định mật độ ion trong luồng Plasma. Áp suất khí quy trình (Air, N2, O2, Ar) ảnh hưởng đến động năng của các hạt va chạm. Việc điều chỉnh sai lệch các thông số này là nguyên nhân chính khiến việc đánh giá hiệu quả xử lý bề mặt Plasma không đạt kỳ vọng, gây lãng phí năng lượng và vật tư.
3. Theo dõi, đo lường và đánh giá hiệu quả xử lý bề mặt bằng Plasma như nào?
Một quy trình QA/QC chuẩn xác cần kết hợp cả phương pháp định lượng tức thời và kiểm tra độ bền lâu dài.
3.1. Phương pháp đánh giá trực tiếp qua bề mặt sản phẩm
Đây là cách nhanh nhất để kiểm tra hiệu quả làm sạch bề mặt Plasma ngay tại xưởng:
-
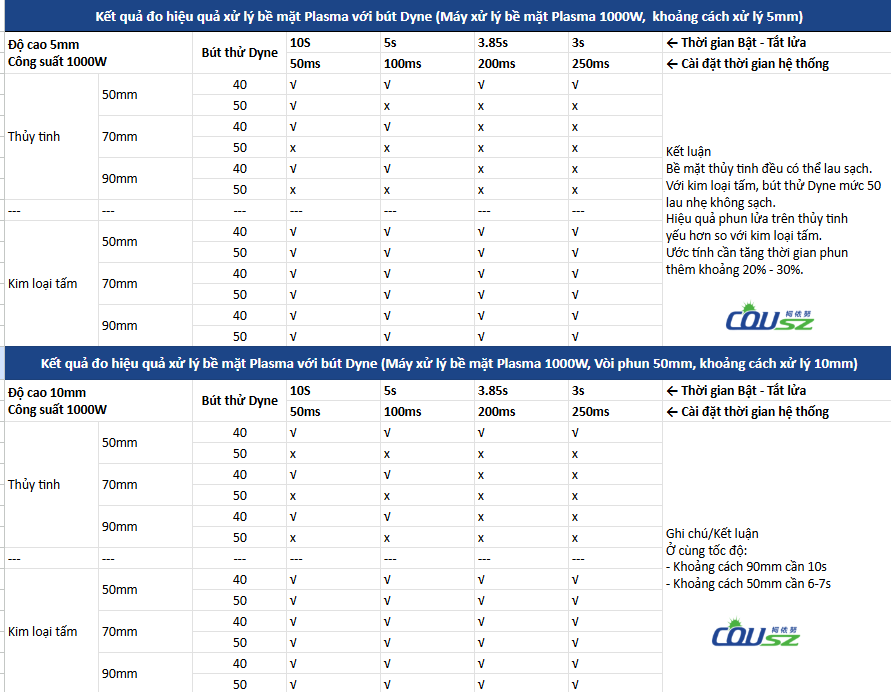
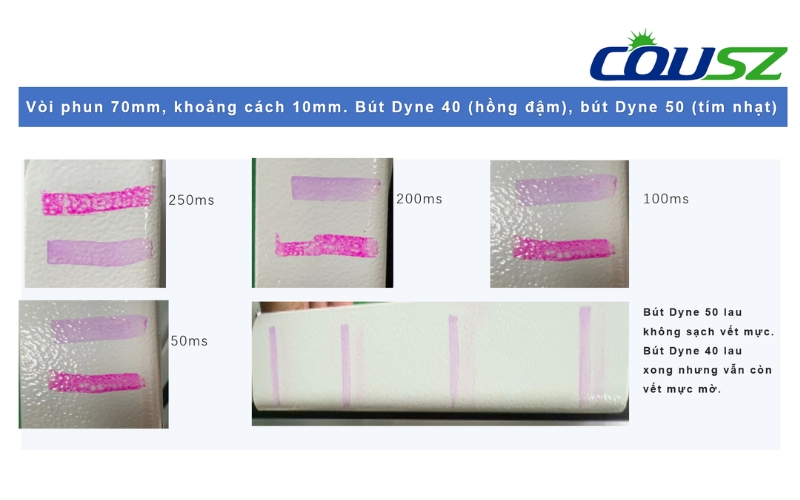
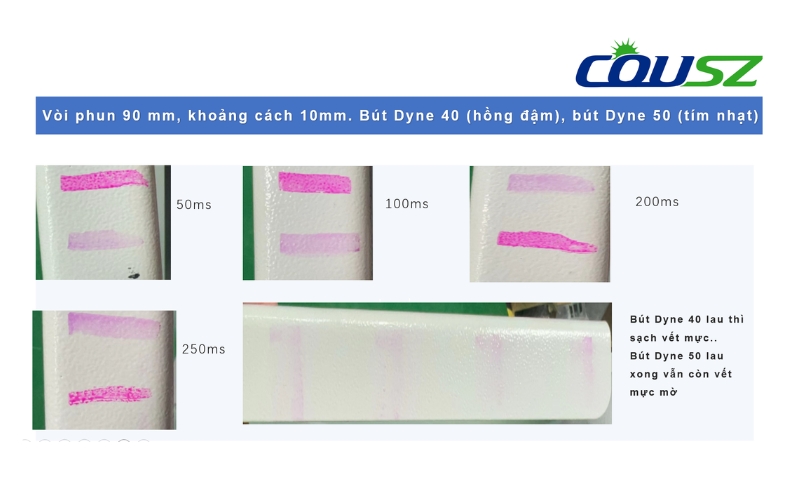
Bút thử Dyne (Dyne Pens): Sử dụng các loại mực có mức năng lượng xác định. Nếu mực trải phẳng, năng lượng bề mặt cao hơn chỉ số của bút. Đây là công cụ phổ biến để đánh giá hiệu quả xử lý bề mặt Plasma sơ bộ.
-
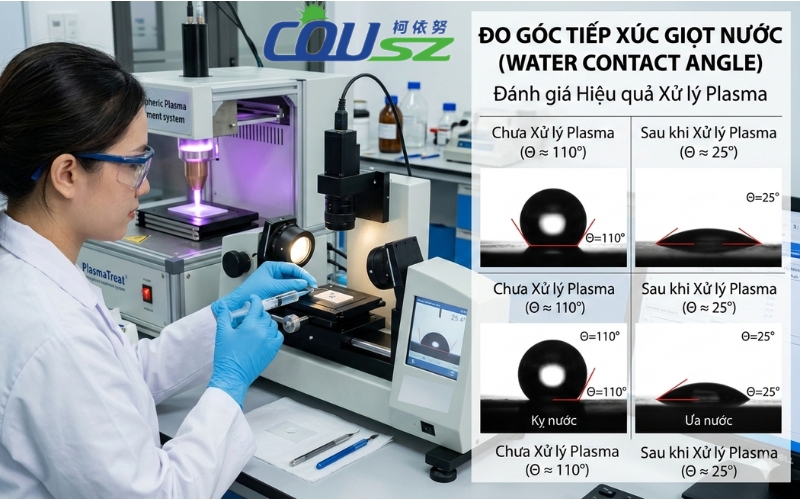
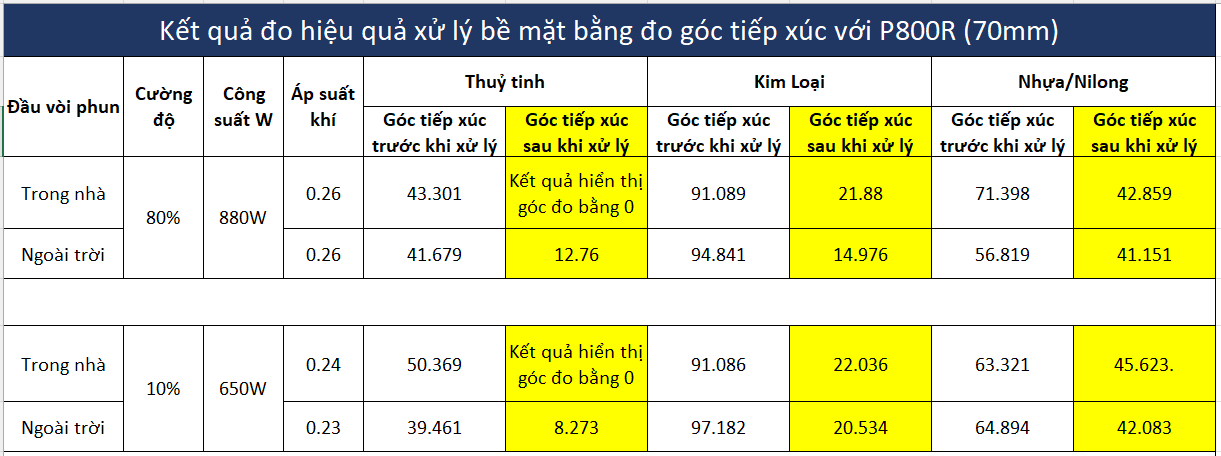
Đo góc tiếp xúc (Contact Angle Measurement): Phương pháp chuẩn xác nhất phòng thí nghiệm. Giọt nước có góc tiếp xúc càng nhỏ (dưới 20 độ), chứng tỏ hiệu quả xử lý bề mặt Plasma càng cao.
3.2. Phương pháp gián tiếp
Để khẳng định hiệu quả xử lý bề mặt bằng Plasma có đáp ứng yêu cầu kỹ thuật hay không, cần thông qua các bài test cơ lý:
-
Kiểm tra độ bám dính keo / lớp phủ: Sử dụng phương pháp cắt vạch (Cross-cut test) theo tiêu chuẩn ASTM D3359 để xem lớp phủ có bị tách rời khỏi bề mặt hay không.
-
Test kéo, test bóc (Peel test): Định lượng lực liên kết bằng đơn vị N/mm hoặc N/25mm. Đây là số liệu khách quan nhất để đánh giá hiệu quả xử lý bề mặt Plasma.
-
Độ ổn định sau thời gian lưu trữ: Hiệu quả Plasma sẽ giảm dần theo thời gian (aging effect). Việc kiểm tra lại sau 24h, 48h hoặc 1 tuần là cần thiết để xác định “thời điểm vàng” cho công đoạn dán/phủ tiếp theo.
4. Kết quả đo hiệu quả xử lý Plasma qua thực nghiệm tại COUSZ

5. Những sai lầm thường gặp khi đánh giá hiệu quả xử lý Plasma
Nhiều doanh nghiệp thất bại trong việc duy trì chất lượng do những hiểu lầm về hiệu quả xử lý bề mặt Plasma:
-
Chỉ dựa vào cảm quan: Nhìn bằng mắt thường bề mặt sau xử lý không có sự thay đổi, dẫn đến việc chủ quan bỏ qua bước kiểm tra Dyne.
-
Đánh giá sai về “Over-treatment”: Nghĩ rằng công suất càng cao thì hiệu quả làm sạch bề mặt Plasma càng tốt, dẫn đến cháy bề mặt hoặc hỏng linh kiện điện tử nhạy cảm.
-
Bỏ qua yếu tố môi trường: Độ ẩm và nhiệt độ nhà xưởng ảnh hưởng đến thời gian tồn tại của các nhóm chức hóa học sau xử lý, làm sai lệch kết quả đánh giá hiệu quả xử lý bề mặt Plasma.
-
Sử dụng bút Dyne quá hạn: Mực Dyne dễ bị nhiễm bẩn và bay hơi, nếu không bảo quản đúng cách sẽ cho kết quả sai, khiến việc đánh giá hiệu quả xử lý bề mặt Plasma mất đi tính chính xác.
6. Làm thế nào để duy trì hiệu quả xử lý Plasma ổn định?
Để đạt được hiệu quả xử lý bề mặt Plasma xuyên suốt, doanh nghiệp cần thiết lập một quy trình quản lý hệ thống chuyên nghiệp:
-
Sử dụng khí sạch và khô: Khí nén đầu vào phải được qua bộ lọc tách dầu và nước để tránh làm nhiễm bẩn ngược lại bề mặt vật liệu.
-
Bảo trì điện cực định kỳ: Điện cực bị mòn sẽ làm giảm mật độ ion, trực tiếp kéo tụt hiệu quả làm sạch bề mặt Plasma.
-
Lập bảng thông số tiêu chuẩn (Recipe): Thiết lập các chế độ chạy máy riêng biệt cho từng loại vật liệu và lưu trữ chúng trên hệ thống PLC của máy.
-
Đào tạo nhân sự: Đảm bảo kỹ thuật viên hiểu rõ cách đánh giá hiệu quả xử lý bề mặt Plasma bằng các công cụ đo lường chuyên dụng.
Việc đầu tư vào các dòng máy Plasma chất lượng từ các đơn vị uy tín như COUSZ sẽ giúp bạn kiểm soát hiệu quả xử lý bề mặt Plasma một cách tự động và ổn định nhất.
7. Liên hệ chuyên gia giải pháp Plasma
Nếu doanh nghiệp của bạn đang gặp khó khăn trong việc tối ưu hóa hiệu quả xử lý bề mặt Plasma hoặc cần tư vấn về thiết bị phù hợp, hãy kết nối ngay với chúng tôi:
✨ Ms. Yuna – Chuyên gia tư vấn kỹ thuật Plasma
-
Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
-
Email: sales03@cousz.com
-
Website: cousz-vn.com

8. FAQs – Giải đáp thắc mắc chuyên môn
1. Bút thử Dyne có thực sự chính xác để đánh giá hiệu quả Plasma không?
Bút Dyne là công cụ kiểm tra nhanh tuyệt vời tại hiện trường để đánh giá hiệu quả xử lý bề mặt Plasma. Tuy nhiên, độ chính xác của nó phụ thuộc vào cách sử dụng và độ sạch của bề mặt. Đối với các nghiên cứu R&D hoặc sản phẩm y tế khắt khe, bạn nên kết hợp với máy đo góc tiếp xúc để có số liệu định lượng chuẩn xác nhất về hiệu quả xử lý bề mặt Plasma.
2. Tại sao cùng một mức công suất nhưng xử lý trên nhựa PP lại khác với trên nhôm?
Nhựa PP là vật liệu hữu cơ kỵ nước, Plasma tác động bằng cách thay đổi nhóm chức hóa học. Nhôm là kim loại, Plasma chủ yếu tập trung vào việc loại bỏ lớp oxit và dầu mỡ (tối ưu hóa hiệu quả làm sạch bề mặt Plasma). Sự khác biệt về độ dẫn điện và nhiệt cũng khiến năng lượng hấp thụ của mỗi vật liệu là khác nhau, đòi hỏi Recipe riêng biệt.
3. Tại sao sau khi Plasma, test bóc (Peel test) vẫn bị bong?
Điều này có thể do hiện tượng “Over-treatment” tạo ra lớp bề mặt yếu, hoặc do loại keo sử dụng không tương thích hóa học với các nhóm chức mà Plasma vừa tạo ra. Một khả năng khác là thời gian lưu kho quá lâu sau khi xử lý khiến hiệu quả xử lý bề mặt Plasma bị suy giảm trước khi kịp dán keo. Chúng tôi khuyên bạn nên thực hiện lại bước đánh giá hiệu quả xử lý bề mặt Plasma để tìm ra nguyên nhân cốt lõi.