中文 (中国)
中文 (中国) Tiếng Việt
Tiếng Việt
In modern industrial manufacturing, operational speed is everything. Optimizing your UV adhesive curing time is the ultimate key to increasing factory throughput and maximizing assembly line efficiency. While the core UV adhesive curing speed is famously fast, mastering exactly what is uv curing and its myriad of variables requires deep technical insight. This comprehensive guide from COUSZ Vietnam will decode all the necessary parameters, helping process engineers establish the absolute perfect drying cycle for high-tech components.
1. What is uv curing and how does the mechanism work?
To fully grasp what is uv curing in an industrial context, we must look at the underlying photochemistry. UV adhesive is a highly specialized single-component substance that remains entirely liquid until it is exposed to ultraviolet light. Unlike traditional two-part epoxy resins that dry through a slow ambient chemical reaction, this modern process relies entirely on Photopolymerization.
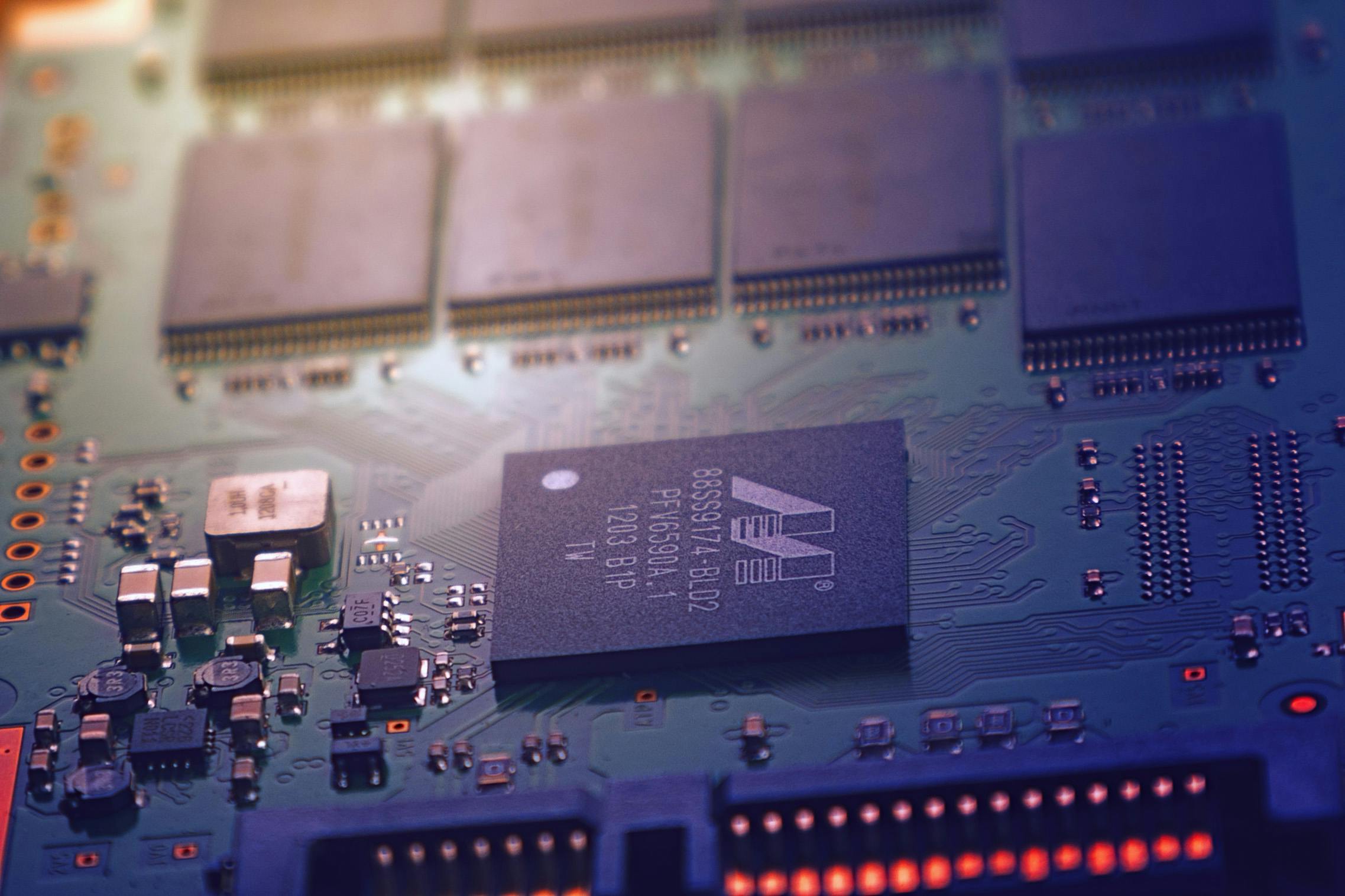
According to renowned photochemistry experts like Professor J.P. Fouassier, the UV LED curing wavelength triggers a rapid chain reaction that occurs in three distinct stages:
- Initiation: Microscopic photoinitiators embedded within the liquid glue actively absorb high-energy photons from the specific uv curing spectrum, instantly generating highly reactive free radicals.
- Propagation: These newly formed free radicals aggressively attack surrounding monomers and oligomers, rapidly building long, durable polymer chains.
- Termination: These chains tightly cross-link with one another to form a rigid, highly stable solid plastic matrix.
This microscopic chemical reaction occurs in mere fractions of a second. This unique mechanism gives the technology an unmatched UV adhesive curing speed when compared to massive thermal heating ovens. Understanding this chemical foundation is absolutely crucial before attempting to analyze and shorten your specific UV adhesive curing time on the factory floor.
2. Core uv curing performance factors to consider
Factory managers and production engineers frequently ask two critical questions: How long does it take to cure adhesive using a UV curing system? and simply, How long does UV adhesive take to cure?. To answer these questions accurately, one must evaluate multiple UV curing performance factors simultaneously. Achieving the perfect UV adhesive curing time requires perfectly balancing the Power of UV adhesive curing systems with the Optimal UV curing distance, alongside the chemical properties of the glue itself.
2.1 Analyzing the power of uv adhesive curing systems
The absolute Power of UV adhesive curing systems is the primary technical variable that dictates line speed. In the industrial engineering field, we do not merely look at the electrical wattage drawn from the wall; instead, we strictly measure the Irradiance (mW/cm²) using professional UV Meters. This metric represents the peak intensity, or “brightness,” of the UV light hitting the specific target area at any given moment. A higher peak intensity forces the photoinitiators to activate much faster, drastically accelerating the entire physical process.
2.2 Mastering how to calculate uv energy (uv dose)
Understanding exactly How to calculate UV energy (UV dose) is critical for establishing a repeatable manufacturing standard. It represents the total accumulated volume of light delivered over a set period. The fundamental physics formula is:
Energy density (mJ/cm²) = Irradiance (mW/cm²) × Time (s).
According to technical reports from the RadTech Association, if the peak intensity is too weak, the adhesive will never reach its maximum cross-linked state, regardless of how long the exposure lasts. Therefore, using high-quality UV Meters to ensure your Energy density (mJ/cm²) meets the chemical manufacturer’s data sheet is non-negotiable.
2.3 The critical role of bond line thickness
The physical Bond line thickness directly affects how deeply the ultraviolet light can penetrate the liquid substance. According to the scientific Beer-Lambert law, light intensity decreases exponentially as it travels deeper into a dense material.
A very thin layer (measuring just a few microns) will cure almost instantaneously. However, a thick Bond line thickness requires massive optical energy to ensure the light successfully reaches the very bottom of the joint. If you fail to account for this depth, you will encounter severe UV Undercure problems—a disastrous scenario where the top surface feels completely dry to the touch, but the inside remains a weak, unreacted liquid.
👉 Learn more about optimizing your factory:
UV Curing Technology: How Manufacturers Increase Productivity and Cut Operating Costs
2.4 Maintaining the optimal uv curing distance
Because LED light diverges as it travels through the air, strictly maintaining the Optimal UV curing distance (which typically ranges between 10mm to 50mm depending on the specific lens design) is vital for process stability. According to the inverse square law of physics, placing the lamp head too far away will drastically drop the intensity, stretching the curing cycle endlessly.
Conversely, placing the high-power lamp too close to the substrate without conducting proper uv curing systems calibration can cause severe thermal damage to sensitive electronic parts, or inadvertently trigger uv overcure issues that degrade the bond’s structural integrity.
2.5 Selecting the right wavelength 365 nm / 395 nm
A standard industrial discussion always involves selecting the Wavelength 365 nm / 395 nm.
- 365nm: This shorter wavelength is excellent for deep penetration into thick resins and provides superior surface adhesion on difficult substrates.
- 395nm (or 405nm): This longer wavelength is highly popular in high-speed printing applications and for curing thick, heavily pigmented coatings.
Selecting the precise Wavelength 365 nm / 395 nm that perfectly matches your specific glue’s absorption UV Curing spectrum guarantees maximum chemical efficiency. Utilizing an incompatible UV LED Curing wavelength will result in extremely poor energy conversion, leading engineers to falsely believe their expensive machine is broken.

3. Reference chart for uv adhesive curing time
Through years of extensive UV Curing systems calibration at various heavy-industry client sites across Vietnam, COUSZ has compiled a reliable baseline reference table. To fully optimize these UV Curing performance factors, factory operators must use a radiometer on-site.
| Specific Application | Required Irradiance (mW/cm²) | Target Energy density (mJ/cm²) | Estimated Time |
|---|---|---|---|
| Bonding Thin Glass/Plastic | 200 – 500 | 1,000 – 2,000 | 2 – 5 seconds |
| PCB Conformal Coating | 500 – 1,000 | 2,000 – 4,000 | 4 – 8 seconds |
| Camera Module Assembly | 1,000 – 3,000 | 3,000 – 6,000 | 1 – 3 seconds |
| Thick Resin Potting/Molding | 100 – 300 | 5,000 – 10,000 | 30 – 60 seconds |
Utilizing this empirical data alongside knowing exactly How to calculate UV energy (UV dose) empowers you to accurately predict the UV adhesive curing speed for any new product line. Ultimately, concluding exactly How long does it take to cure adhesive using a UV curing system? and firmly answering How long does UV adhesive take to cure? depends entirely on balancing these numerical metrics correctly.
4. The hidden dangers of the overcuring phenomenon
A massive misconception among assembly line operators is the belief that “baking it longer makes it stronger.” In reality, blatantly ignoring the proper UV adhesive curing time and leaving the product under the lights leads directly to the highly destructive Overcuring phenomenon.
Consequences of excessive exposure
According to extensive research published in the Journal of Applied Polymer Science, excessive radiation triggers the Overcuring phenomenon, which heavily degrades the polymer. It causes severe embrittlement; the cross-linked structural matrix becomes far too dense and rigid, entirely losing its natural flexibility and shattering easily under minor vibrations.
Furthermore, it causes heavy yellowing of the material and extreme volume shrinkage. This intense shrinkage generates dangerous internal mechanical stress that can warp thin plastic housings or cause the glue to peel away from the glass. In high-precision optical lens manufacturing, actively avoiding these UV overcure issues is just as vital for quality control as preventing wet UV undercure problems.

5. Faqs about uv adhesive curing time
Here are the most frequently asked technical questions regarding the exact UV adhesive curing time, exploring How long does it take to cure adhesive using a UV curing system?, and detailing How long does UV adhesive take to cure?.
Why Does UV Adhesive Still Not Cure Even with a High-Power UV Curing System?
If you have purchased the maximum Power of UV adhesive curing systems on the market but the glue remains totally wet, check three critical factors: First, the lamp’s specific uv curing spectrum may completely mismatch the photoinitiators in the glue. Second, the chemical glue itself may have expired. Third, the quartz lens may be covered in industrial dust. Any of these will cause massive uv undercure problems regardless of raw power. Additionally, a highly excessive Bond line thickness might simply be blocking photons from reaching the bottom layer.
What Is the Formula for Calculating the Relationship Between UV Power and Curing Time?
Mastering How to calculate UV energy (UV dose) requires understanding this core formula: Time (T) = Energy (E) / Power (I). Specifically, you divide the required chemical Energy density (mJ/cm²) by the machine’s true optical intensity. Conducting weekly uv curing systems calibration utilizing a radiometer ensures these mathematical calculations remain perfectly accurate over the machine’s lifespan.
How Does the Distance Between the UV Lamp and the Adhesive Surface Affect Curing Time?
The distance is strictly inversely proportional to the light intensity due to beam divergence. If you mistakenly double the physical distance, the optical intensity hitting the surface drops by a factor of four. Maintaining the precise Optimal UV curing distance is absolutely critical to keep your UV adhesive curing time short, highly efficient, and economically viable.
What Happens If UV Adhesives Are Over-Cured (Overcure)?
When sensitive adhesives suffer from the Overcuring phenomenon, the final product suffers. The material turns visually yellow, the polymer layer becomes incredibly brittle, and severe mechanical shrinkage occurs. Implementing strict timer controls prevents these highly costly uv overcure issues on automated assembly lines.
6. Contact cousz for advanced uv curing solutions
Determining the precise UV adhesive curing time is not guesswork; it is a strict scientific process of perfectly balancing numerous intricate uv curing performance factors. To ensure you know exactly what is uv curing truly capable of for your specific assembly line, including matching the exact Wavelength 365 nm / 395 nm and calibrating the perfect uv led curing wavelength, contact our specialized engineering team.
COUSZ Vietnam proudly provides comprehensive factory audits and state-of-the-art LED equipment to perfect your UV adhesive curing time and completely eliminate costly production bottlenecks. Let us help you achieve flawless manufacturing today!
👩💼 Consultation Expert: Ms. Yuna
📞 Tel/Whatsapp/Wechat/Zalo: (84) 965 535 348
📧 Email: sales03@cousz.com
🌐 Website: cousz-vn.com
📍 Office: Bac Ninh, Vietnam.